Jak vybrat průměr frézy?
Při analýze návrhů fréz se akceptují následující označení jejich prvků: D – vnější průměr, mm; В – šířka frézy, mm; L – délka nástroje, mm; l – délka řezné části, mm; d – vnitřní průměr a nejmenší průměr kónické frézy, mm; d1 – největší průměr kónické frézy, mm; R — poloměr fréz, mm; F — délka přechodové hrany, mm; ψ – šířka stuhy, mm; r – poloměr na vrcholu (údolí), mm; φ — hlavní půdorysný úhel, stupeň; φ’ — pomocný půdorysný úhel; φ — půdorysný úhel přechodového tvaru; α – úhel hřbetu; α1 – úhel hřbetu na straně zubu; αн – zadní úhel na obvodu; α — zadní úhel na náběžné hraně; γ — přední roh; γψ – přední roh na stuze; γf — přední úhel na zkosení; ω — úhel elevace šroubovicových drážek, stupně.
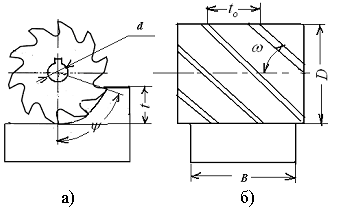
Rýže. 4.1. Schémata pro stanovení počtu zubů válcových fréz s přímými (a) a spirálovými (b) zuby: t – hloubka řezu;Ψ — úhel kontaktu mezi frézou a opracovávaným povrchem obrobku; tо – axiální stoupání frézy; ω — úhel sklonu spirálových drážek, stupně; B – šířka frézování; D – vnější průměr frézy; d – průměr otvoru frézy
Hlavní konstrukční prvky fréz jsou: vnější průměr frézy; průměr otvoru frézy; počet zubů; úhly těla a dutiny zubu; tvar zubu; úhly řezné části zubu.
Vnější průměr frézy D závisí na průměru kruhu prohlubní dslunce mezi zuby, výška zubu Н a průměr otvoru frézy d. Čím větší je těleso frézy, tím lepší bude odvod tepla, snáze se zhotoví řezné zuby, montážní otvory pro trny atd. Průměr kruhu dutin mezi zuby frézy lze určit na základě následujícího vztahu :
dslunce=(1,6…2,5)d
U dokončovacích fréz (s malými zuby) je průměr otvoru menší než u hrubovacích fréz. U fréz s břitovými destičkami z tvrdokovu je průměr otvoru větší. Průměr standardních fréz (čelní, kotoučové, koncové atd.) lze volit z následujícího standardního rozsahu: 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; 160,0; 200,0; 250,0; 320,0; 400,0; 500,0; 630,0; 800,0; 1000,0 mm. Pro drážkovací a řezací frézy jsou doporučené velikosti vnějšího průměru zvoleny z následujícího rozsahu: 4,0; 6,0; 10,0; 16,0; 25,0; 40,0; 62,0; 100,0; 160,0; 250,0; 400,0; 500,0; 630,0; 800,0; 1000,0 mm.
Počet zubů frézy se volí s ohledem na dodržení podmínky rovnoměrnosti procesu frézování a je určen vzorcem:
kde ψ je kontaktní úhel; ε =360 o ⁄ Z – úhel odpovídající rozteči zubů.
Aby bylo zajištěno rovnoměrné frézování, musí být do práce zapojeny alespoň 2 zuby.
Pro frézy s přímými zuby (obr. 4.1, а) počet zubů frézy je určen vzorcem:
Z = 360 o *ξ ⁄ φ
Pro frézy se spirálovými drážkami (obr. 4.1,б) počet zubů je určen vzorcem:
kde: с – celé číslo; ω — úhel sklonu spirálových drážek; В – šířka frézované plochy obrobku.
Tvar a velikost zubů a dutin mezi nimi závisí na počtu zubů frézy. Pro špičaté zuby (obr. 4.2, а), používané při dokončovacích operacích, výška zubu h se považuje za rovna 0,5. 0,65 kružnice kroku a poloměru dutiny r se považuje za 0,5…0,2,0 mm. U fréz používaných při hrubovacích operacích (s velkými roztečemi) se výška zubu bere jako 0,3. 0,45 obvodové rozteče (obr. 4.2, б) a poloměr prohlubně r = 0 … 0,75*h (čím větší průměr frézy, tím více r). Zadní strana zubu, vyrobená ve dvou úhlech (zadní úhel α a úhel zadního řezu α1) má následující parametry: α1=20 … 30 o, zkosení f = 1,0 . 2,0 mm.
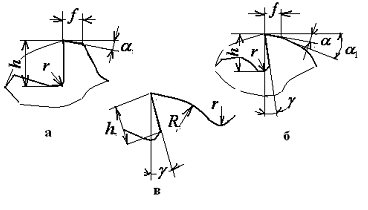
Obr.4.2. Schémata tvarů broušených zubů: a – pro dokončovací operace; b – pro hrubovací operace; c – při těžké práci
Zadní strana zubu (obr. 4.2, в), pracovní fréza při těžkých operacích se někdy provádí podél poloměru R = (0,3 . 0,45)*D. Čelní úhel v normálním řezu je určen podle tabulky. 4.1.
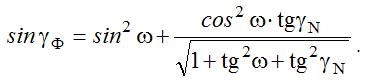
U spirálových fréz úhel čela γф opredlyaetsya podle vzorce:
Tabulka 4.1. Hodnoty úhlů čela v normálním řezu
Hodnoty úhlu pro frézy
Vyrobeno z rychlořezných ocelí
Vodilov Andrej Valerijevič 1, Čerkašin Valentin Pavlovič 2
1 Výzkumný ústav přístrojové techniky pojmenovaný po. V.V. Tikhomirova, Zhukovsky, softwarový inženýr, žadatel
2 JSC “United Machine-Building Technologies”, Moskva, Ph.D. tech. vědy
Anotace
Jsou uvedeny experimentálně ověřené výšky přídavných zubů v koncové rovině frézy, při kterých probíhá stabilní chod frézy a zvyšuje se životnost.
VÝBĚR PARAMETRŮ KONCOVÉ FRÉZY SE SAMOSTATNÝM OKRUHEM ZPRACOVÁNÍ
Vodilov Andrej Valerevič 1, Čerkašin Valentin Pavlovič 2
1 Výzkumný ústav přístrojů pojmenovaný po VV Tikhomirovovi, Žukovském, softwarovém inženýrovi, konkurentovi
2 JSC “United Engineering Technologies”, Moskva, kandidát. tehn. vědy
Abstraktní
Vzhledem k empiricky ověřené výšce přídavné zuby v rovině čelního frézování, ve kterých je stabilní práce a frézování zvyšuje odpor.
Bibliografický odkaz na článek:
Vodilov A.V., Cherkashin V.P. Výběr parametrů pro stopkovou frézu se samostatným schématem zpracování // Moderní technologie a technologie. 2014. č. 6 [Elektronický zdroj]. URL: https://technology.snauka.ru/2014/06/3923 (datum přístupu: 11.09.2024/XNUMX/XNUMX).
K omezujícímu opotřebení tradičních standardních stopkových fréz GOST 20538 – 75 dochází v místních bodech v horní části zubů, což určuje životnost frézy jako celku. Tuto nevýhodu lze eliminovat různými způsoby, včetně použití nanostrukturních povlaků na vrcholcích zubů. Každá metoda má své výhody a nevýhody a v konečném důsledku se vyznačuje rozsahem aplikace v praxi.
V práci [1] je zmíněná nevýhoda řešena konstruktivně instalací přídavných zubů na koncové rovině frézy. Přídavné zuby eliminují opotřebení v lokálních bodech na vrcholcích zubů, zajišťují stabilní chod frézy (bez podložení) a zvyšují její odolnost (trvanlivost se zvyšuje přibližně úměrně počtu přídavných zubů vzhledem k počtu jmenovitých zubů). Přídavné zuby musí mít opodstatněně malou výšku, aby se ušetřil drahý nástrojový materiál.
Přídavné zuby oproti jmenovitým mohou mít jiný materiál, jiný úhel sklonu a jiný počet. Technologicky nejvyspělejší varianta je, když se počet přídavných zubů rovná počtu jmenovitých zubů, jinak je při přebrušování tupých zubů nutné provádět různé přesahy řezných kotoučů, aby byla zajištěna stejná tloušťka třísky.
V této práci byly zvoleny parametry stopkové frézy se samostatným schématem zpracování: v závislosti na průměru frézy byl rozumně zvolen počet přídavných zubů konstrukčně umístěných v čelní rovině; Pro zvolený průměr a počet zubů je opodstatněná volba výšky přídavných zubů zajišťujících stabilní chod frézy a zvýšenou odolnost.
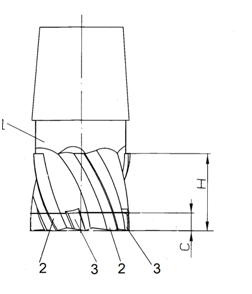
Obr.1. Stopková fréza se samostatným schématem zpracování.
Na Obr. Obrázek 1 ukazuje stopkovou frézu se samostatným schématem zpracování:
1 – tělo frézy; 2 – jmenovité zuby; 3 – přídavné zuby. H – výška jmenovitých zubů; C – výška přídavných zubů. Na obr. 1 je počet jmenovitých zubů Zl roven počtu dalších zubů Z1; celkový počet zubů Z =Z2+Z1.
Při výrobě řezačky se samostatným schématem zpracování je technologicky nejpokročilejší možnost následující. Koncová část frézy, obsahující další zuby výšky C a jmenovité zuby stejné výšky, je nejprve vyrobena samostatně a poté připojena k hlavní části frézy mechanicky nebo pomocí svařování na tupo. Spojení zubů koncové a hlavní části frézy působí jako třísky oddělující drážky, takže se počítá s jejich přesahem při řezání.
Přídavné zuby musí být konstrukčně umístěny na koncové rovině a splňovat podmínku nepřehřívání pomocných zubů (k čemuž dochází při příliš malých výškách) a normálního odvodu třísky. Další zuby se mohou plně nebo částečně podílet na řezné práci nebo se na ní podílet úplně, to znamená, že existuje samostatné schéma zpracování. Výška přídavných zubů a počet těchto zubů jsou nejdůležitější parametry dělené stopkové frézy.
V tabulce 1 jsou uvedeny průměry frézy a počet přídavných zubů, které jsou konstrukčně umístěny s přihlédnutím k opěrným dílům na koncové části frézy.
Tabulka 1. Průměry stopkových fréz D a odpovídající počet přídavných zubů Z2