Pojem svařitelnost ocelí, skupiny a klasifikace.
Otázka 1. Pojem svařitelnost kovů. Klasifikace ocelí podle svařitelnosti.
Svařitelnost označuje schopnost oceli daného chemického složení vytvořit při svařování tak či onak vysoce kvalitní svarový spoj bez trhlin, pórů a jiných vad.
Svařitelnost oceli je ovlivněna obsahem uhlíku a legujících prvků v ní.
S rostoucím obsahem uhlíku v oceli se zvyšují její pevnostní vlastnosti, ale zároveň se zvyšuje křehkost a sklon k praskání při svařování.
Existuje fyzikální a technologická svařitelnost.
Fyzikální svařitelnost Téměř všechny kovy a jejich slitiny mají schopnost tvořit monolitické trvalé spojení s vytvořením chemických vazeb v něm.
Pod technologická svařitelnost označuje reakci kovu na vliv konkrétních podmínek svařování a zároveň schopnost vytvořit spojení s požadovanými vlastnostmi.
Pro předběžný úsudek o svařitelnosti oceli známého chemického složení lze ekvivalentní obsah uhlíku vypočítat pomocí vzorce:
Obecně lze na základě svařitelnosti všechny oceli rozdělit do čtyř skupin (Příloha 2).
Otázka 2. Technika a technologie provádění švů v horizontální, vertikální a stropní poloze.
Svařování ve svislé poloze.
Roztavený kov má pod vlivem gravitace tendenci stékat dolů, což ztěžuje vytvoření švu. Vertikální svary se proto dělají velmi krátkým obloukem, při kterém je vzdálenost mezi kapkami na elektrodě a tekutým kovem ve svarové lázni tak malá, že mezi nimi dochází ke vzájemné přitažlivosti. Díky tomu kapky elektrodového kovu splynou se svarovou lázní při sebemenším kontaktu mezi nimi.
Objem roztaveného kovu se snižuje snížením svařovacího proudu o 10-15% oproti spodní poloze a průměr elektrody je omezen na 5 mm.
Vertikální švy se provádějí jak zdola nahoru, tak shora dolů.
V prvním případě (obr. 30, a) je oblouk vybuzen v nejnižším bodě svisle umístěných desek, elektroda je instalována kolmo k povrchu svařovaného produktu (pozice 1). Poté se elektroda mírně nakloní dolů tak, aby tlaková vrstva obloukového plynu předcházela odvodnění kovu svarové lázně (pozice 2). V tomto případě tvoří zmrzlý svarový kov jakousi polici, na které se drží následné kapky kovu.
Svařování shora dolů se používá pro malé tloušťky kovů. V tomto případě tekutý kov proudící pod obloukem snižuje možnost vzniku průchozích popálenin.
Na začátku svařování (obr. 30, b) je oblouk vybuzen v nejvyšším bodě desek vodorovnou elektrodou. Po vytvoření lázně tekutého kovu se elektroda nakloní o 15-20° tak, aby oblouk směřoval na základnu a usazený kov. Aby se zlepšily podmínky pro tvorbu svaru, amplituda oscilačních pohybů elektrody by měla být malá a oblouk by měl být velmi krátký, aby se zabránilo pádu kapek roztaveného kovu koncem elektrody.
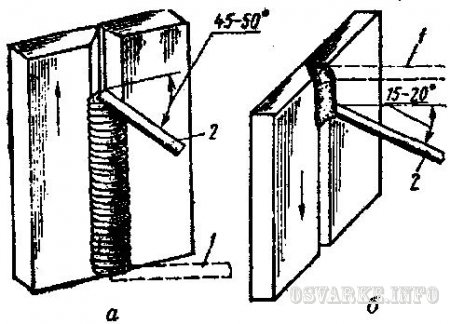
Rýže. 30. Provádění svislých svarů
Svařování vodorovných švů.
Vodorovné švy ve svislé rovině jsou obtížnější než svislé. Aby se zabránilo bobtnání tekutého kovu, zkosení hran se obvykle provádí na jednom horním listu (obr. 31, a). Oblouk je v tomto případě vybuzen na spodním vodorovném okraji (pozice 1) a poté přenesen na nakloněný úkos (pozice 2), přičemž zvedá proudící kapku kovu. Oscilační pohyby elektrody se provádějí ve spirále. Je snazší vytvořit přeplátované spoje s vodorovnými svary než spoje natupo, protože vodorovný okraj spodního plechu (obr. 39, b) pomáhá zabránit stékání roztaveného kovu dolů. Při provádění vodorovných švů se dvěma zkosenými hranami nastavte pořadí jejich aplikace (1-4 obr. 39, c), což vám v procesu svařování horního okraje umožňuje vyhnout se stropní poloze kráteru s roztaveným kovem.
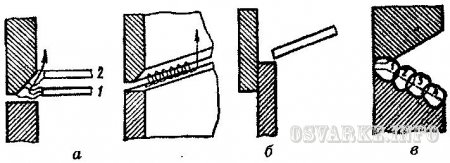
Rýže. 31. Provádění vodorovných svarů:
a – tupý spoj se zkosením jedné hrany; b – přeplátovaný spoj; c – tupý spoj se zkosením dvou hran
Svařování ve stropní poloze.
Svařování ve stropní poloze (obr. 32) je nejobtížnější, protože směr gravitace roztaveného kovu je opačný než směr jeho přenosu. To vyžaduje maximální zmenšení objemu roztaveného kovu, čehož je dosaženo omezením průměru elektrody na 4mm a snížením svařovacího proudu o 15-20% oproti spodní poloze.
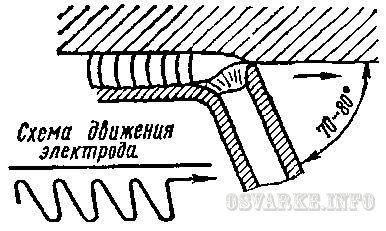
Rýže. 32. Svařování stropních švů
Pro svařování ve stropní poloze jsou vhodné elektrody, které produkují malé množství strusky.
Dobré pronikání kořene švu při stropním svařování je zajištěno použitím elektrod o průměru ne větším než 3 mm.
3. Úkol. Z navrhovaných jakostí oceli vyberte ty, které se svařují dobře, uspokojivě, omezeně, špatně. Zdůvodněte svůj výběr: BSt1kp; ocel 10; ocel 35; VSt5ps; ocel 65; U7.
Svařitelnost uhlíkových ocelí je určena procentem uhlíku v nich. Se zvyšujícím se obsahem uhlíku se zhoršuje svařitelnost ocelí, tj. je tendence k tvorbě trhlin ve svaru.
BSt1kp a ocel 10 – dobře se svařují, jelikož se jedná o nízkouhlíkovou ocel (obsah uhlíku do 0,25 %).
Ocel 35 se svařuje uspokojivě, jelikož se jedná o středně uhlíkovou ocel (obsah uhlíku 0,35 %).
VSt5ps – omezená svařitelnost, protože patří ke střednímu uhlíku (obsah uhlíku je téměř 0,45%).
Ocel 65 a U7 – špatně svařená, protože obsah uhlíku je 0,65%, tj. s vysokým obsahem uhlíku; ocel U7 – odkazuje na nástrojovou ocel, uhlík 0,7%. Tyto oceli nejsou prakticky svařitelné.
Vážený návštěvníku, přečetli jste si článek „Vstupenka č. 11“, který vyšel v kategorii „Závěrečná certifikace“. Pokud se vám tento článek líbil nebo vám byl užitečný, sdílejte jej se svými přáteli a známými.
Definice svařitelnosti, pojem fyzikální a technologická svařitelnost. Skupiny svařitelnosti v závislosti na ekvivalentním obsahu uhlíku.
Stáhnutí:
| Příloha | velikost |
|---|---|
| 18.13 KB |
Náhled:
Téma lekce: Obecné informace o svařitelnosti
Ocel je hlavním konstrukčním materiálem. Jedná se o slitinu železa a uhlíku obsahující různé nečistoty. Všechny složky obsažené v jeho složení ovlivňují vlastnosti ingotu. Jednou z technologických vlastností kovů je schopnost vytvářet vysoce kvalitní svarové spoje.
Svařitelnost je vlastnost kovů nebo kombinace kovů vytvářet se zavedenou technologií svařování nerozebíratelný spoj, který splňuje požadavky dané konstrukcí a provozem výrobku. Ve svářečské praxi existují takové pojmy jako fyzikální a technologická svařitelnost.
Fyzikální svařitelnost – implikuje možnost získání monolitických svarových spojů s chemickou vazbou. Takovou svařitelnost mají téměř všechny technické slitiny a čisté kovy a také řada kombinací kovů s nekovy.
Technologická svařitelnost je vlastnost kovu, která určuje jeho odezvu na účinky svařování a schopnost vytvořit svarový spoj se stanovenými výkonnostními vlastnostmi. Svařitelnost je v tomto případě uvažována jako míra shody vlastností svarových spojů se stejnými vlastnostmi základního kovu nebo jejich normovými hodnotami.
Definice svařitelnosti podle GOST 29273-92: kovový materiál se považuje za svařitelný ve stanoveném stupni v daných procesech a pro daný účel, když svařováním se vhodným technologickým postupem dosáhne kovové celistvosti tak, aby svařované díly odpovídaly technickým požadavkům, jak z hlediska jejich vlastních kvalit, tak z hlediska jejich vlivu na strukturu, kterou tvoří.
Volba technologie svařování závisí na svařitelnosti kovu.
Chemické složení oceli určuje její strukturu a fyzikální vlastnosti, které se mohou měnit vlivem zahřívání a ochlazování kovu při svařování. Svařitelnost oceli je ovlivněna obsahem uhlíku a legujících prvků v ní.
Pro předběžný úsudek o svařitelnosti oceli známého chemického složení lze ekvivalentní obsah uhlíku vypočítat pomocí vzorce

Na základě svařitelnosti lze všechny oceli rozdělit do čtyř skupin:
1. Dobře svařitelný, s C eq ne více než 0,25. Tyto oceli nepraskají při svařování běžným způsobem, tedy bez předběžného a doprovodného ohřevu a následného tepelného zpracování.
2. Uspokojivě svařitelný, ve kterém C eq je v rozmezí 0,25-0,35; umožňují svařování bez praskání, pouze za normálních výrobních podmínek, tj. při okolní teplotě nad 0°C, bez větru apod.
Do této skupiny patří i oceli, které vyžadují předehřev nebo předběžné a následné tepelné zpracování, aby se zabránilo vzniku trhlin při svařování za podmínek odlišných od běžných (při teplotách pod 0 °C, větru apod.).
3. Omezená svařitelnost, ve které je C eq v rozmezí 0,35-0,45; při svařování za normálních podmínek jsou náchylné k praskání. Při svařování takových ocelí je nutné předběžné tepelné zpracování a ohřev. Většina ocelí této skupiny je po svařování podrobena tepelnému zpracování.
4. Špatně svařitelné, kde C eq je vyšší než 0,45; Takové oceli jsou náchylné k praskání během svařování.
Spojovat je lze pouze s předběžným tepelným zpracováním, zahřátím při procesu svařování a následným tepelným zpracováním. Pro kov malé tloušťky může být mezní hodnota Ceq zvýšena na 0,55.