Jak se klasifikují elektrody?

Svařování je technologický proces získávání spolehlivých spojů ohřevem okrajů dílů na teplotu tavení. Manuální oblouk je jeho nejběžnějším typem. Tato metoda je vysoce produktivní, univerzální, technologicky jednoduchá a dostupná doma.

Podstata RDS
Okraje spojovaných dílů se taví vlivem tepla generovaného ionizovaným tokem částic mezi katodou a anodou – elektrický oblouk. K ionizaci dochází v důsledku přítomnosti proudu a zkratu mezi dvěma póly s konstantní nebo proměnnou charakteristikou.

Nástroj používaný k vytvoření a vypálení oblouku je elektroda – tyč kovového nebo nekovového původu. Práci lze provádět jednou nebo více tyčemi s možností vytvoření dodatečného oblouku mezi nimi (třífázové obloukové svařování). Ionizovaný tok elektronů je obklopen parami z nástroje a jeho povlaku, taveným kovem spojovaných dílů a výsledky jejich interakce se vzduchem. Typy elektrod pro svařování jsou určeny s přihlédnutím ke všem vlastnostem, které jsou vlastní konkrétnímu materiálu.
Klasifikace tyčí podle materiálu výroby
V jádru jsou všechny svařovací nástroje pro svařování svařování rozděleny na spotřební a nespotřebitelné.
- Spotřební materiál: kovové nástroje z litiny, oceli, hliníku, mědi (v závislosti na druhu svařovaného kovu). Tyč funguje jako katoda nebo anoda a také funguje jako výplňový materiál pro vyplnění svarové lázně a vytvoření spoje.
- Nespotřební materiál: uhlík, grafit, wolframové tyče; vykonávat pouze primární funkci; navíc se používá výplňový kovový drát; wolframové jsou potřeba pro argonové obloukové svařování.

Mezi první skupinou se rozlišují hlavní typy elektrod:
- Bez krytu. Tento typ přístroje se pro RDS nepoužívá.
- Kryté. K udržení stability oblouku, ochraně kovu před vyhořením, působením plynů a zvýšení mechanických vlastností svaru přírodním legováním (pronikání legujících prvků z tavné tyče do svarové lázně) se používá vhodný povlak.
Aplikace podle druhu práce
Výše uvedené typy elektrod pro ruční obloukové svařování mají individuální použití v závislosti na způsobu práce. Nepotažené uhlíkové elektrody – primární svařovací vynález, který patří N. N. Benardosovi a pochází z roku 1882 – se používají i v moderní době. Vlastnosti: stejnosměrný proud, přímá polarita, přídavný přívod plnicího drátu, stabilní oblouk, tyč hoří pomalu, nedochází k nauhličování. Použití obrácené polarity snižuje charakteristiky oblouku a svaru (nauhličuje se).
Kovové elektrody jsou dalším vynálezem v oblasti svařovací techniky, který patří N. G. Slavyanovovi (1888). Spolu s nimi se zrodily prototypy moderních svařovacích strojů. Svařování pomocí spotřebních tyčí našlo širší uplatnění v průmyslu a prošlo aktivním rozvojem. Dnes se používá při ručním obloukovém, automatickém a poloautomatickém (pod tavidlem) svařování.

Díky vysokému bodu tání 3422˚C se wolframová elektroda používá jako netavitelná elektroda při svařování argonem. Konkrétní typy elektrod tedy odpovídají různým technologiím svařování.
Distribuce podle účelu
Účelem je charakteristika, podle které jsou distribuovány absolutně všechny známé elektrody. Typy a použití tyčí jsou označeny jedním písmenem (GOST 9466-75):
- konstrukční oceli, včetně nízkolegovaných ocelí o pevnosti 60 kgf/mm2 (600 MPa), jsou ve značení označeny písmenem „U“ – uhlík;
- legované konstrukční oceli o pevnosti 600 MPa – „L“;
- vysoce legované konstrukční oceli – „B“;
- žáruvzdorné legované oceli – „T“;
- slitiny se speciálními vlastnostmi, které se vyznačují povrchovou úpravou – „N“.
Účel je uveden na rozložené známce.
Povlaky tyčí
Nátěry různého složení a původu se v jednotlivých případech používají pro různé materiály. Používají se následující typy povlaků elektrod:
- Kyselé “A”. Obsahuje feromangan a ferosilicium. Používá se pro stejnosměrný nebo stejnosměrný proud. Vyznačuje se vysokou rychlostí tání. Nejlépe se používá pro spodní švy.
- Rutil “R”. Obsahuje rutil (oxid titaničitý), uhličitany, hlinitokřemičitany, feromangan, tekuté sklo. Svařování švů libovolné polohy a typu stejnosměrným nebo stejnosměrným proudem. V důsledku postupných chemických reakcí vzniká ochranná struska, která zabraňuje vyhoření prvků. Dobrá kvalita svarových spojů, nízká toxicita.
- Celulóza “C”. Kompozice zahrnuje celulózu, manganovou rudu, mastek, rutil, feromangan. Kolem oblouku a svarové lázně se tvoří ochranné plyny. Pro všechny švy; vysoká rychlost práce; dobrá kvalita; nesmí být povoleno přehřátí; velké ztráty v důsledku rozstřikování. Používá se pro trvalé připojení potrubí.
- Základní B. Obsahuje uhličitany vápenaté a fluoridy. Ochranný oxid uhličitý vzniká reakcí uhlíku z uhličitanů s kyslíkem při obloukovém hoření. Je vhodné provádět práce pod stejnosměrným proudem s obrácenou polaritou. Při střídavém svařování se získá nekvalitní šev, aby se zlepšily jeho mechanické vlastnosti;
- Jiné “P”. Obsahují legující prvky. Kvalita svaru se zlepší tím, že se do něj vnese určité množství legujících prvků z tavné elektrody.
- Speciální. Obsahuje tekuté sklo s látkami obsahujícími pryskyřici. Chrání před pronikáním vlhkosti. Používá se pro svařování pod vodou.

Všechny obalené elektrody mají specifické účely. Hlavním typem povlaku je rutil díky své všestrannosti. Povlaky plní ochranné funkce tím, že dezoxidují slitinu ve svarové lázni, přidávají do ní legující prvky a vytvářejí halo ochranných plynů nebo strusky. To umožňuje vyhnout se nižší kvalitě švu než u materiálů hran dílů a zajistit vytvoření vysoce kvalitních svarových spojů.
Požadavky na nástroje stanovené GOST 9466-75
- Elektrody musí být vyrobeny z vysoce kvalitního materiálu.
- Nátěr musí být pevný a bez výrazných vad (malé promáčkliny a praskliny bez bobtnání nebo poréznosti jsou povoleny).
- Vysoká mechanická odolnost proti náhodnému rázovému zatížení.
- Různé typy povlaků elektrod se musí roztavit rovnoměrně, nedrolit se, nevytvářet nerovné ostrůvky a nesmí se rozstřikovat nad přípustné charakteristiky.
- Tyč musí zajistit vytvoření kvalitního svaru: bez prasklin, pórů nebo lokálního přebytku usazeného kovu.
- Racionální volba, při zohlednění všech potřebných parametrů a dodržování technologie, je klíčem k vytvoření spolehlivého a odolného spojení.

Výběr tyče v závislosti na velikosti
Začínající svářeč lépe zná typy elektrod určených podle velikosti. Průměr nástroje, s nímž bude práce prováděna, se volí přísně v souladu s tloušťkou svařovaného dílu. Není zakódováno, ale je jasně uvedeno na štítku přístroje. Délka elektrody je také pevně stanovena podle jejího průměru. Je důležité mít představu o délce odizolovaného holého konce nástroje.
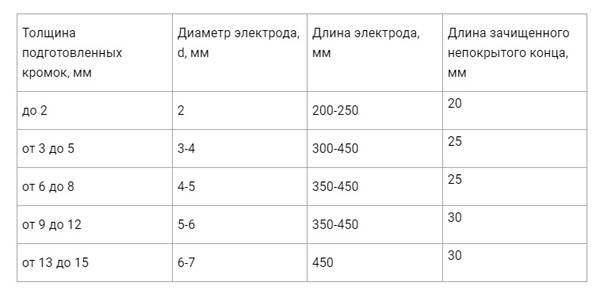
Pro domácí svářečské práce se nejčastěji používají typy obloukových svařovacích elektrod o průměru 2-4 mm. Silné tyče jsou vhodné do opraváren a výroby.
Tloušťka povlaku
Má své označení v označení přístroje. Je určena koeficientem jejího poměru D (mm) k tloušťce samotné tyče d (mm). Rozděleno do 4 skupin:
- tenké „M“ (koeficient až 1,2);
- průměr „C“ (koeficient má hodnoty v rozmezí od 1,2 do 1,45);
- tlusté „D“ (koeficient – v rozmezí 1,45-1,8);
- zvláště silné „G“ (hodnota koeficientu nad 1,8).
Výsledky práce jsou ovlivněny nejen typy povlaků elektrod pro ruční obloukové svařování, ale také tloušťkou samotné povlakové vrstvy a také rozměry tyče. Správná volba velikosti elektrody zajišťuje dobrou rychlost práce, kvalitativní parametry oblouku a tvarovaného spoje.
Výběr prutů v závislosti na typu švu a jeho prostorové poloze
Švy mají několik klasifikací:
- V závislosti na působení hlavních sil: bok, čelní, šikmý, konec.
- V souladu s polohou svařovaných dílů: tupé, rohové, T-spojy, překryté spoje.
- V závislosti na přítomnosti zkosení hran: se zkosením, bez zkosení.
- V souladu s pozicí v prostoru: spodní, horní, horizontální, vertikální.

Výběr je ovlivněn prostorovou polohou švu. Jeho typ je označen označením tyče.
- 1 – pro svařování ve všech polohách;
- 2 – výjimky platí pouze pro svislé švy shora dolů;
- 3 – pro spodní švy vodorovně blízko svislé roviny, svisle zdola nahoru;
- 4 – pro spodní švy.
Při určování hodnot proudu se bere v úvahu typ svaru vzhledem k prostorové poloze.
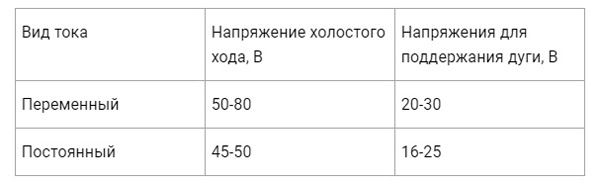
Vliv elektrických parametrů oblouku na volbu svařovacích nástrojů
Svařování lze provádět stejnosměrným nebo stejnosměrným proudem, přímým („mínus“ na elektrodě, „plus“ na výrobku) nebo obrácenou polaritou. Volba závisí na svařovaném materiálu a jeho vlastnostech. Typ proudu je určen zdrojem napájení. Lze použít hlavní zařízení, která generují a (nebo) převádějí proud: transformátory a oscilátory (snižují síťové napětí na požadované hodnoty), měniče a usměrňovače (přeměňují střídavý proud sítě na stejnosměrný proud svařovacího procesu). Parametry potřebné k zapálení oblouku se výrazně liší od parametrů pozorovaných při jeho údržbě. Napětí potřebné k rychlému vytvoření oblouku se nazývá napětí naprázdno. Uvažujme hodnoty napětí potřebné k zapálení oblouku a udržení jeho spalování.
Typy svařovacích elektrod se liší v závislosti na charakteristikách sítě a jsou označeny čísly od 0 do 9:
- 0 – pouze pro stejnosměrný proud obrácené polarity;
- 1-9 – pro libovolné proudy;
- 1, 4, 7 – libovolná polarita;
- 2, 5, 8 – rovné;
- 3, 6, 9 – reverzní;
- 1-3 – napětí naprázdno 50 V;
- 4-6 – 70 V;
- 7-9 – 90 V.
Volba ovlivňuje vlastnosti technologie a kvalitativní charakteristiky švů. Nejmenší hloubka varu je tedy zajištěna prací s proměnnými parametry sítě. Používá se pro nenáročné materiály a jednoduché konstrukce. Při svařování obloukem s konstantní charakteristikou a obrácenou polaritou je hloubka svarové lázně a mechanické vlastnosti svaru o 50 % vyšší než i při přímé polaritě. Používá se pro odolné materiály a kritické struktury.
Stanovení síly proudu
Pro ruční obloukové svařování může být různé – od 30 do 600 A. Požadovaná hodnota se volí v závislosti na průměru pracovní elektrody a typu švu vzhledem k prostorové poloze. Vypočteno takto:
- Pro spodní švy: I=d*k.
- Pro ty nejlepší – I=k*d*0,8.
- Pro horizontální – I=k*d*0,85.
- Pro svislé švy – I=k*d*0,9.
kde I – síla proudu, A;
d – průměr, mm;
k – koeficient, A/mm.

Koeficient závisí na průměru tyče:
- pro elektrody o tloušťce 1-2 mm – k=25-30 A/mm;
- 3-4 mm – k=30-45 A/mm;
- 5-6 mm – k=45-60 A/mm.
Zvýšení síly urychlí proces svařování. Překročení přípustných hodnot může vést k přehřívání hran, nadměrnému vyhoření součástí a zhoršení kvality svaru.
značkování
Aby bylo možné vzít v úvahu všechny nuance značení, je důležité uvést standardní příklad v souladu s GOST 9466-75 a 9467-75: (E42A-UONI-13/45-3,0-UD)/(E432(5) )-B10).
Značka: UONI-13/45. Typ: E42A – elektroda pro RDS, poskytuje pevnost svaru 420 MPa se zvýšenou tažností (A). 3,0 – průměr 3 mm. U – pro svařování uhlíkových ocelí a nízkolegovaných konstrukcí. D – silný povlak. E432 (5) – indexy, ve kterých jsou zakódovány charakteristiky spojení a naneseného kovu. 43 – pevnost v tahu ne méně než 430 MPa; 2 – relativní prodloužení nejméně 24 %; 5 – svařování je možné při teplotách do -40˚С; tím je zajištěna minimální přípustná hodnota rázové houževnatosti kovu 34 J/cm2. B – hlavní nátěr. 1 – prostorová poloha švu: libovolná. 0 – svařování pouze obloukem s konstantní charakteristikou a přímou polaritou.
Použití různých typů a značek svařovacích nástrojů
Vše diskutované výše se týká spíše značení elektrod pro ocel RDS. Je důležité uvést příklady tyčí používaných pro různé železné a neželezné kovy. Níže jsou uvedeny nejběžnější typy. Typy elektrod jsou rozděleny v závislosti na svařovaném kovu a specifikovaných typických mechanických vlastnostech švu. Uhlíkové nízkolegované oceli jsou svařovány tyčemi následujících typů:
E42: třídy ANO-6, ANO-17, VSC-4M. E42: UONI-13/45, UONI-13/45A. E46: ANO-4, ANO-34, OZS-6. E46A: UONI-13/55K, ANO-8. E50: VSC-4A, 550-U. E50A: ANO-27, ANO-TM, ITS-4S. E55: UONI-13/55U. E60: ANO-TM60, UONI-13/65.
Vysoce pevné legované oceli:
E70: ANP-1, ANP-2. E85: UONI-13/85, UONI-13/85U. E100: AN-KhN7, OZSh-1.
Vysoce pevné legované oceli:
E125: NII-3M, E150: NIAT-3.
ОЗН-400М/15Г4С, ЭН-60М/Э-70Х3СМТ, ОЗН-6/90Х4Г2С3Р, УОНИ-13/Н1-БК/Э-09Х31Н8АМ2, ЦН-6Л/Э-08Х17Н8С6Г, ОЗШ-8/11Х31Н11ГСМ3ЮФ.
Hliník a slitiny na jeho bázi:
Měď a slitiny na jejím základě:
Nikl a jeho slitiny:
Z výše uvedeného seznamu můžeme usoudit, že systém značení je velmi složitý a je založen na přibližně stejných principech pro kódování charakteristik tyče, jejího povlaku, průměru a přítomnosti legujících prvků.

Kvalita svarového spoje závisí na racionálním technologickém schématu. Následující faktory ovlivňují, jaké typy elektrod zvolit:
- Svařovaný materiál a jeho vlastnosti, přítomnost legujících prvků a stupeň legování.
- Tloušťka produktu.
- Typ a poloha švu.
- Stanovené mechanické vlastnosti spoje nebo svarového kovu.
Pro začínajícího svářeče je důležité porozumět základním principům výběru a označování nástrojů pro svařování oceli, stejně jako pracovat s rozdělením druhů tyčí podle účelu, znát hlavní typy elektrod a racionálně je používat při svařování. .