Jak vybrat typ a značku elektrody?
O čem to mluvíme? Označení na elektrodách, tedy jejich označení, slouží jako zdroj informací o různých vlastnostech tyče. Je uveden jeho typ, značka, průměr, účel.
Proč je to důležité? Schopnost rychle a správně dešifrovat značení umožní svářeči správně vybrat nejvhodnější elektrodu. A na této volbě závisí kvalita švu.
V tomto článku:
- Podstata značení elektrod
- Podrobná analýza symbolů na elektrodách
- Značky elektrod
- Koeficient tloušťky povlaku
- Parametry svařovacího proudu
- Často kladené otázky o označení elektrod
Podstata značení elektrod
Nejprve se podívejme, co jsou značkovací elektrody pro svařování. Jedná se o označení složené z čísel a písmen, které šifruje důležité informace o produktu.
Každé z čísel a písmen je kódem pro nějakou charakteristiku. Například studiem dat můžete určit stupeň a tloušťku kovu, pro který jsou elektrody určeny ke svařování. Označení také odráží typ a tloušťku povlaku, prostorové polohy, které lze použít při provádění svářečských prací. Při výběru tyčí pro konkrétní typ provozu se řídí informacemi obsaženými v označení.
Výrobci používají jednotný systém označování elektrod v souladu s GOST 9466-75 a GOST 9467-75, takže kupující po prostudování specifikovaných údajů může snadno vybrat spotřební materiál, který vyhovuje jeho požadavkům.
Tavicí konce tyčí, vložené do speciálních držáků, mají také svá vlastní označení uvedená na obalech elektrod.
Označení je vidět na bílém nebo modrém poli obalu, tedy tam, kde chybí designový design.

Podstata značení elektrod
Mnoho výrobců uvádí označení elektrod na stranu obalu, ale podle GOST to není nutné.
Navíc taková označení na krabici nejsou jen digitálním abecedním kódem. Označení na obalu a na výrobku ve většině případů plně odpovídá výše uvedeným požadavkům státní normy.
Je důležité vzít tyto informace v úvahu, abyste mohli vybrat spotřební materiál, který vyhovuje vašim potřebám. Pokud zanedbáte byť jen část informací a koupíte elektrody, které neodpovídají technologii, nepodaří se vám vyrobit svar v patřičné kvalitě.
Pro nezkušeného technika může být obtížné rozluštit symboly na elektrodách. Ale pokud znáte význam označení, pak nebudou žádné problémy s výběrem spotřebního materiálu.
Podrobná analýza symbolů na elektrodách
Důležité parametry jsou zakódovány v alfanumerickém označení označení elektrod. Aby to bylo jasnější, podívejme se na produkty s kódem E42A-UONI-13/45-3.0-UD.
Druhy spotřebního materiálu
Index na prvních pozicích je typ elektrod. Existuje mnoho typů spotřebního materiálu vhodných pro práci s přesně definovanými kovy:
- Pro nanášení povrchové vrstvy kovu: E-10, E-10G3, E-12G4, E-15G5, E-16G2KhM, E-30G2KhM – existuje 38 typů této skupiny.
- Pro spojování konstrukční uhlíkové a nízkolegované oceli: E38, E42, E46, E50, E55, E60.
- Pro svařování uhlíkových a nízkolegovaných ocelí se zvýšenými požadavky na rázovou houževnatost a tažnost svaru: E42A, E46A, E50A.
- Pro spojování legovaných konstrukčních ocelí: E70, E85, E100, E125, E150.
- Pro práci s vysoce legovanou konstrukční ocelí: E-12Kh13, E-06Kh13N, E-10Kh17T, E-12Kh11NMF, E-12Kh11NVMF.
- Pro spojování žáruvzdorné oceli: E-09M, E-09MH, E-09H1M, E-05H2M, E-09H2M1, E-09H1MF, E-10H1MNBF, E-10H3M1BF, E10H5MF.
V uvažovaném příkladu – typ E42A je označení dešifrováno takto:
- E – spotřební materiál pro RDS.
- 42 — mez pevnosti, jednotky měření kg/mm.
- A – svarový kov bude mít vysokou úroveň superplasticity a rázové houževnatosti.
Když víte, jak je dešifrována první část označení, můžete rychle najít spotřební materiál a vytvořit silné spojení. Číslo ve značení se mění, čím větší je, tím vyšší je pevnost švu.

Podrobná analýza symbolů na elektrodách
Například v tomto případě číslo 42 znamená, že spoj vydrží zatížení 42 kg na 1 mm2. Pokud potřebujete, aby šev vydržel náhlé zatížení, měli byste dát přednost elektrodám s písmenem A v kódu.
Značky elektrod
V uvažovaném příkladu se jedná o UONI-13/45. Značka je určena podle GOST tento parametr může být také patentován výrobcem v případě, že je označení nestandardní.
Produkty z kategorie

- Přítokový výkon, l/min 1400
- Objem přijímače, l 500
Na úvěr od 9 263/měsíc
Přidat do košíku Koupit 1 kliknutím

- Chladivo R134A
- Vakuová pumpa 120 l/min
Na úvěr od 12 360/měsíc
Přidat do košíku Koupit 1 kliknutím

- Počet kusů, ks 387
- Hmotnost, kg 110
Na úvěr od 9 313/měsíc
Přidat do košíku Koupit 1 kliknutím

- Napájecí napětí, V 380
- Rozsah provozního napětí 323–437 V
Na úvěr od 5 356/měsíc
Přidat do košíku Koupit 1 kliknutím
Značka spotřebního materiálu určuje rozsah jejich použití. Podle GOST jsou označení elektrod následujících typů:
- ANO-4, -6, -17, -21, -24, -36, -37, -27; SSSI 13/45, 13/55; MP-3, TsU-5, TMU-21U, VN-48 – pro spojování nízkolegovaných a uhlíkových ocelí.
- OZL-6, -8, -17U, -9A, -25B; ZIO-8, ANZHR-3U, NZH-13, NII-48G – pro spojování vysokolegované oceli.
- TsCh-4, MNCh-2 – pro práci s litinou.
- T-590, -620; TsN-6L, -12M; EN-60M, OZN-400 – k natavení povrchové vrstvy.
- TsM-7S, OK-46, ANO-1, OZS-3, OZS-12 – pro spojování prvků pod vodou.
Řada výrobních společností zavedla své vlastní značky elektrod pro uvedené procesy, přičemž si tato označení patentovala. Nejoblíbenější značky spotřebního materiálu jsou OK od ESAB.
Průměr elektrody
Další kód v označení je průměr kovové tyče v našem příkladu je průměr spotřebního materiálu 3,0. Jednotky měření tohoto parametru jsou milimetry s desetiny, které jsou odděleny čárkami.
Průměr výrobků musí být zvolen s ohledem na to, jak tlusté díly je třeba svařit a jaká síla proudu bude použita.

Když je průřez spotřebního materiálu malý, rychle vyhoří a přídavný kov začne prskat. Tlusté tyče vytvářejí příliš velký odpor, což má za následek nekvalitní svar a minimální hloubku průvaru.
Účel elektrod
V uvažovaném příkladu – U. Kód určuje, které kovy a slitiny lze svařovat těmito elektrodami:
- B – spojování vysokolegovaných ocelí.
- T – práce se žáruvzdornými slitinami.
- L – spojování konstrukčních ocelí s legujícími prvky.
- N – provádění navařování.
- Y – sloučenina nízkolegovaných a uhlíkových ocelí.
Koeficient tloušťky povlaku
Označuje se písmenem D. Povlak je potřebný k ochraně tekutého kovu svarové lázně před negativními vlivy prostředí.
K roztavení povlaku dochází při hoření oblouku a tavení tyče. Když je povlak silný, uvolňuje se velké množství ochranného plynu. Označení tloušťky povlaku elektrody je konkrétní písmeno.
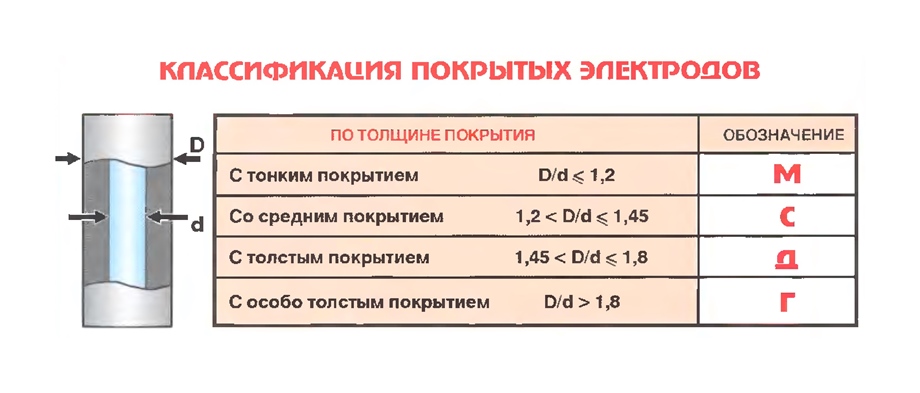
Koeficient tloušťky povlaku
Na základě údajů uvedených v tabulce písmeno G označuje elektrody s největší tloušťkou povlaku.
Digitální označení ve značení
Existuje další označení pro svařovací elektrody, je umístěno pod vodorovnou čarou pod hlavním označením.
V tomto příkladu je to 432(5). Digitální označení 4 znamená, že se na švu netvoří téměř žádná rez.
Existuje několik kategorií odolnosti – od 0 do 5 v krocích po jedné, čím vyšší číslo, tím je šev odolnější vůči korozi.
Číslo 3 je stupeň tepelné odolnosti švu a ukazuje maximální teplotu, kterou může odolat.
Existuje 9 možností indexu, kde 1 je 500 stupňů a 9 je více než 850 stupňů Celsia. V uvažovaném příkladu toto číslo 3 znamená, že spojení si zachová pevnost při teplotě 560-600 stupňů Celsia.
Číslo 2 je přípustný limit pro provozní teplotu svarového spoje. K dispozici je 9 úrovní v rozmezí od 600 do 1100 stupňů Celsia. V uvažovaném příkladu 2 znamená limit 650 stupňů Celsia. Při překročení této hranice ztratí svarový kov své původní vlastnosti.
Parametr v závorce (5) udává množství feritové fáze ve svarovém spoji. Index má 8 úrovní s procenty od 0,5-4,0 do 10-20%. V uvažovaném příkladu 5 je obsah feritové fáze od 2,0 do 10,0 %.
Tato kategorie indexu definuje mnoho parametrů. Tento symbol pro elektrody je uveden na krabičkách se spotřebním materiálem, které jsou vhodné pro svařování nízkolegovaných a legovaných kovů.
Typ nátěru
Jedná se o písmenné označení elektrod, písmeno E na začátku druhého řádku kódu znamená, že elektroda se taví, její povlak vyhoří teplotou elektrického oblouku.
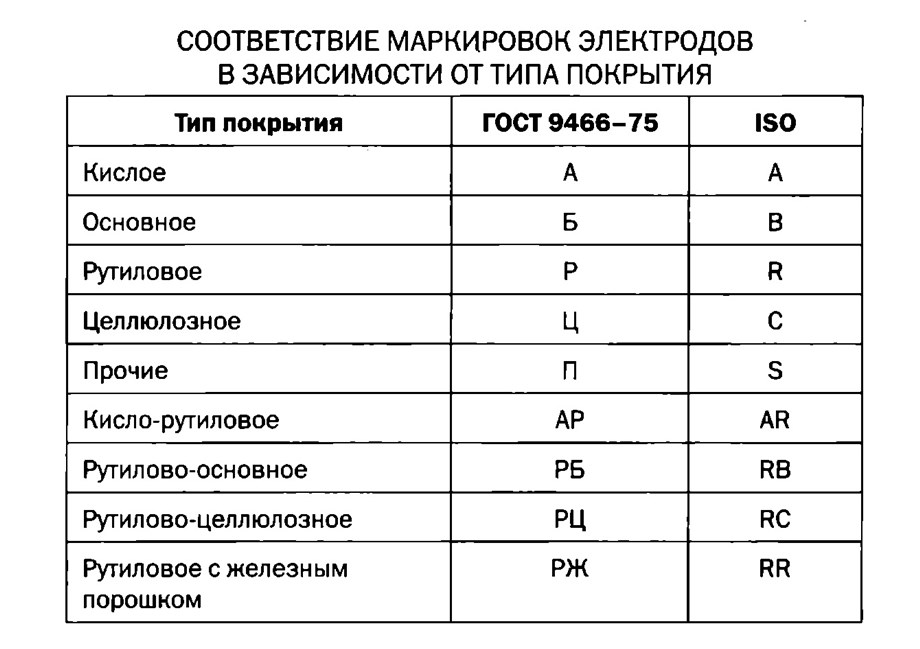
Typ nátěru je označen písmenem B. V případě potřeby jsou povoleny 4 typy nátěrů:
- A – kyselý povlak. Přídavné materiály s tímto označením jsou vhodné pro svařování v libovolných prostorových polohách pomocí stejnosměrného i střídavého proudu. Svařování shora dolů se však neprovádí dostatečně dobře. Nelze použít pro práci s kovy s vysokým obsahem uhlíku a síry, protože kapky stříkají a šev praská.
- B je hlavní povlak, vhodný pro práci s proudem s obrácenou polaritou, když je tloušťka obrobků velká.
- P – označení pro rutilový povlak. Přídavné materiály se používají při svařování střídavým a stejnosměrným proudem ve zvolené prostorové poloze, avšak svislé švy shora dolů jsou obtížně proveditelné.
- C – celulózový povlak. Elektrody jsou vhodné pro spojování kovových konstrukcí v libovolné prostorové poloze na stejnosměrný i střídavý proud. Ztráty v důsledku rozstřikování však budou poměrně velké.
RB, AC – smíšené typy povlaků. Ideální pro práci v nižších a vertikálních polohách potrubí. Náklady v tomto případě budou minimální.
Označení povlaku elektrody lze nalézt také v symbolech přijatých v mezinárodním systému norem (ISO).
Výrobek bude odpovídat označení, pokud nátěr obsahuje chemikálie v požadovaném procentuálním množství. Například křemenný písek, kaolin, mramor, manganová ruda, titanový koncentrát, křída.
Plyn z roztaveného povlaku reaguje se svarovou lázní a dává svarovému spoji požadované parametry. K této reakci dochází při hoření oblouku i po jeho zhasnutí, než se vytvoří krystalová mřížka.
Poloha v prostoru
V našem příkladu je to 1 za písmenem B. Toto označení určuje, pro jaké prostorové pozice se spotřební materiál používá.
Pokud s tímto značením nepočítáte, svar nebude dostatečně kvalitní, vzniknou popáleniny, zvýší se spotřeba kovu v důsledku rozstřikování a odkapávání. Existují 4 typy indexů:
- 1 – univerzální pro všechny pozice (jako v uvažované);
- 2 – pro jakékoli polohy jiné než vertikální shora dolů;
- 3 – svařované vodorovně na svislou plochu, nevhodné pro stropní svařování;
- 4 – pro spodní koutový, T-kus a standardní svary.
Parametry svařovacího proudu
Podívejme se na poslední číslici v dekódování označení elektrody. Tato charakteristika může být uvedena samostatně, protože závisí na typu povlaku.
Řada výrobců zobrazuje tento parametr v samostatném indexu značení. Číslo 0 označuje, že spotřební materiál je určen pro spojování obrobků stejnosměrným proudem s obrácenou polaritou.

Parametry svařovacího proudu
K dispozici je také 9 možností s gradací napětí od 50 do 90 V a typy polarity:
- 1 – 50 V, libovolná polarita;
- 2 – 50 V, přímý;
- 3 – 50 V, zpětný chod;
- 4 – 70 V, libovolné;
- 5 – 70 V, přímý;
- 6 – 70 V, zpětný chod;
- 7 – 90 V, libovolné;
- 8 – 90 V, přímý;
- 9 – 90 V, zpětný chod.
Přípustné odchylky napětí jsou v rozmezí ±10 V.
Často kladené otázky o označení elektrod
Proč je nutné označovat spotřební materiál?
Označení elektrod je nutné, aby si svářeč mohl snadno vybrat vhodné tyče pro provádění určitých prací. Je důležité, aby elektrody odpovídaly technice svařování, kovu a rozměrům dílů atd., jen tak bude spojení spolehlivé.

Proč je nutné označovat spotřební materiál?
Jaké normy je třeba vzít v úvahu při dešifrování označení polarity na elektrodách?
Výrobky jsou označeny s ohledem na státní normy GOST 9466-75 a GOST 9467-75.
Co je důležité vzít v úvahu při výběru spotřebního materiálu?
Nejprve musíte vzít v úvahu technické vlastnosti elektrod a také šetrnost výrobků k životnímu prostředí. Řada spotřebních materiálů obsahuje toxické látky, které je třeba po ukončení svářečských prací řádně zlikvidovat.
Pokud zvolíte správné elektrody s přihlédnutím ke značení, bude svar spolehlivý?
Při výběru elektrod je nutné vzít v úvahu nejen označení. Věnujte pozornost také podmínkám skladování. Faktem je, že spotřební materiály se při skladování ve vlhkých prostorách zhoršují, což zhoršuje svařovací výkon.
Výrobky je nutné uchovávat v suchu, nesmí dojít k poškození pláště tyčí. Pro zajištění pevného svaru by navíc měly být elektrody vybírány od důvěryhodných značek.
Jaké jsou rozdíly mezi ruským a zahraničním značením?
Elektrody vyrobené v zahraničí jsou označeny jinak (ESAB OK nebo Lincoln Electric Conarc) než spotřební materiál vyrobený v Rusku.
Každý zkušený svářeč by měl znát označení elektrod, aby si mohl vybrat správný přídavný materiál pro provádění určitých svařovacích prací. Jen tak bude spojení pevné a spolehlivé. Znáte-li označení a jeho význam, můžete snadno vybrat vhodné elektrody pro ruční obloukové svařování. I když se na první pohled zdá alfanumerické označení komplikované, časem snadno pochopíte, co se za tím či oním kódem skrývá.

Redakce webu ČTÚ
Líbil se vám článek? Podíl:
Svařovací elektroda je tyč z elektricky vodivého materiálu, kterou je přiváděn proud do svařovaného obrobku. Může být kovový nebo nekovový. Pro výrobu v prvním případě se používá ocel, měď, mosaz, bronz a další kovy, ve druhém – uhlí a grafit. Dnes výrobci vyrábějí několik stovek značek elektrod, z nichž značnou část tvoří spotřební tyče pro ruční obloukové svařování. Jsou vyrobeny ze speciálního drátu, na který je pomocí krimpování nanesen ochranný povlak.

Použití svařovacích elektrod bez ohledu na typ přispívá k:
- stabilní hoření oblouku;
- rovnoměrné tavení kovu;
- získání svarového kovu s nezbytnými mechanickými vlastnostmi;
- dobrá oddělitelnost strusky od švu;
- vynikající odolnost nátěru proti loupání, odlupování při relativně lehkých nárazech a jinému mechanickému poškození;
- minimalizace toxicity plynů vznikajících při svařování.
Výběr elektrod pro ruční obloukové svařování
Než si koupíte svařovací elektrody KEDR pro ruční obloukové svařování, měli byste si prostudovat základní kritéria pro jejich výběr. K tomu potřebujete znát tloušťku kovu (na tom závisí průměr elektrody), druh oceli (nerez, železný kov atd.) a polohu svařování. Níže jsou uvedeny hlavní charakteristiky elektrod.
Průměr elektrody pro ruční obloukové svařování
Svařovací proud přiváděný do elektrody závisí na průměru výrobků – každý výrobce spotřebního materiálu uvádí jinou hodnotu. Zkušení specialisté doporučují použít speciální vzorec: na každý 1 mm elektrody by měl být proud 30-40A, tj. pro tyč o průměru 3 mm je potřeba proud 90-120A. Pokud bude svařování prováděno ve svislé poloze, měla by se konečná hodnota snížit o 15 %. Další podrobnosti:
- Průměr 2 mm. Je považována za nejvíce „rozmarnou“ elektrodu, protože vyžaduje, aby svářeč měl určitou zručnost a dovednosti. To je způsobeno tím, že rychle hoří a při vysokém proudu se velmi zahřívá. Ale 2mm tyč je vynikající pro svařování tenkých kovů – to vyžaduje malý proud – 40-80A, v závislosti na podmínkách svařovacího procesu.
- Průměr 3mm/3,2mm. Při svařování na stejnosměrný proud je zapotřebí 70-80A, na střídavý proud – 110-130A.
- Průměr 4 mm. Je vyžadován proud 110-180A. Toto kolísání souvisí s tloušťkou kovu, který je třeba svařit, a dovednostmi práce se „čtyřmi“. Doporučuje se zkusit s 110A a podle potřeby tuto hodnotu zvýšit.
- Průměr od 5 mm a více. Jedná se již o profesionální svařovací elektrody, které vyžadují vyšší svařovací proudy.
Při výběru spotřebních elektrod pro ruční obloukové svařování Cedar je třeba věnovat pozornost povlaku. Vytváří se různými způsoby a může zahrnovat plynotvorné, struskotvorné, stabilizační a další složky. Obvykle se rozlišují následující typy povlaků:
- Základy. Vzniká na bázi fluoridových sloučenin, uhličitanu vápenatého a hořečnatého. Díky vápníku se svarový kov zbaví fosforu a síry. Povlak má mnoho výhod, zejména nízkou pravděpodobnost tvorby krystalizačních trhlin a vysokou odolnost proti lámavosti za studena. Ale přítomnost fluoru negativně ovlivňuje stabilitu oblouku. Také základní nátěr je náchylný k tvorbě pórů, pokud se délka oblouku zvětší a na okrajích je vodní kámen nebo rez. K tomu vede i zvýšení vlhkosti nátěru.
- Kyselý. Tvoří se na bázi rudných materiálů. Má nízký sklon k tvorbě pórů. Spalování oblouku je stabilní jak při střídavém, tak i při stejnosměrném proudu. Ale svarový kov má nedostatečnou tažnost a rázovou houževnatost. Pravděpodobnost výskytu krystalizačních trhlin je vysoká.
- Rutil. Základem je rutilový koncentrát. Další přísady jsou hlinitokřemičitany a uhličitany. Jednou z klíčových výhod je vysoká depoziční rychlost, avšak podmíněná vstupem železného prášku. Mezi další výhody patří nízká toxicita a stabilní jiskření při použití střídavého a stejnosměrného proudu. Ale kov vytvářeného svaru nemá dostatečně vysokou tažnost a houževnatost.
- Buničina. Jako základ se používají organické sloučeniny: celulóza, mouka, škrob. Pro získání požadovaných kvalit a vlastností jsou doplňovány rutilovým koncentrátem, uhličitanem, mramorem a některými dalšími látkami. Vrstva strusky na svaru je velmi tenká a prostup kořene svaru je vysoce kvalitní. Svařování elektrodami s takovým povlakem lze provádět v různých prostorových polohách. Ale stejně jako jejich analogy nejsou bez nevýhod: rozstřikování a zvýšený obsah vodíku ve svarovém kovu.