Proč je potřeba svařování plynem?
Svařování plynem nebo tavením plynem, také svařování plynem – tavné svařování směsí kyslíku a hořlavého plynu, zejména acetylenu; méně často – vodík, propan, butan, blaugas, benzín atd. Teplo uvolněné při spalování směsi kyslíku a hořlavého plynu roztaví svařované povrchy a přídavný materiál za vzniku svarové lázně – kovu svarového spoje , který je v kapalném stavu. Plamen může být normální, oxidační nebo redukční, to je regulováno množstvím kyslíku. V závislosti na složení základního kovu se volí složení výplňových tyčí; a v závislosti na tloušťce základního kovu – průměr.
Související pojmy
Povrchové nanášení je nanášení vrstvy kovu nebo slitiny na povrch výrobku tavným svařováním.
Tento článek je o metodě zpracování kovů. Způsob posilování lidského zdraví viz Kalení je druh tepelného zpracování materiálů (kovy, slitiny kovů, sklo), které spočívá v jejich zahřátí nad kritický bod (teplota, při které se mění typ krystalové mřížky). to je polymorfní transformace nebo teplota, při které se fáze rozpouštějí v matrici, existující při nízkých teplotách), následované rychlým ochlazením. Kov by neměl být zhášen, aby se vytvořila nadbytečná volná místa.
Svařovací elektroda je kovová nebo nekovová tyč vyrobená z elektricky vodivého materiálu, určená k přívodu proudu do svařovaného výrobku. V současné době se vyrábí více než dvě stě různých značek elektrod a více než polovinu celého vyráběného sortimentu tvoří spotřební elektrody pro ruční obloukové svařování.
Tepelné stříkání je proces ohřevu, dispergace a přenosu kondenzovaných částic stříkaného materiálu proudem plynu nebo plazmy za účelem vytvoření vrstvy požadovaného materiálu na substrátu. Pod obecným názvem plynové termické stříkání (GTS) se sdružují tyto metody: stříkání plynovým plamenem, vysokorychlostní stříkání plynovým plamenem, detonační stříkání, plazmové stříkání, tavné stříkání, metalizace elektrickým obloukem a aktivovaný elektrický oblouk.
Elektrické svařování je jednou z metod svařování, která využívá k ohřevu a tavení kovu elektrický oblouk.
Odkazy v literatuře
PLYNOVÉ SVAŘOVÁNÍ, spojování dílů s ohřevem (tavením) svařovacích bodů plynovým plamenem získaným spalováním různých hořlavých látek v kyslíku. Existují vodík-kyslík, benzín-kyslík, acetylen-kyslík a další druhy svařování. Největší průmyslové využití má acetylen-kyslíkové svařování. Na rozdíl od elektrického oblouku nebo jiných zdrojů energie ohřívá plynový plamen materiál pomaleji a plynuleji. To určuje proveditelnost použití svařování plynem pro spojování dílů z litiny a nástrojových ocelí, když je během procesu spojování kovu vyžadován ohřev nebo pomalé chlazení. Plynové svařování nevyžaduje složité vybavení (používají se svařovací hořáky a plyn z láhve), proto se tato metoda svařování často používá pro opravy. Druhem svařování plynem je svařování plynovým lisem, které se provádí s pěchováním (stlačováním) po zahřátí spojovaných dílů – trubek, kolejnic atd.
Plynové svařování litiny se používá jako pohodlná a relativně jednoduchá metoda. Svařování se provádí s předběžným místním nebo obecným ohřevem. Zkosení hran je provedeno jednostranně do tvaru U s úhlem řezu 90°. Výplňovým materiálem jsou litinové tyče o průměru 6-12 mm a délce 350-500 mm, jakosti PCh1, PCh2, PChZ a PChV. Do roztaveného svarového kovu se periodicky sype tavidlo značky FSC-1 (23 % kalcinovaný borax, 27 % bezvodý uhličitan sodný a 50 % dusičnan sodný) v práškové formě. Během procesu svařování je tyč ponořena do tavidla a přenesena do svarové lázně. Jako tavidlo je také povoleno používat pouze kalcinovaný borax. Specifický výkon plamene by měl být 100-120 l/(h•mm). Plamen by měl být neutrální nebo s mírným přebytkem acetylenu. Můžete svařovat dvěma hořáky: první ohřívá svarovou lázeň, druhý svařuje a taví přídavnou tyč. Po svaření je nutné zajistit pomalé chlazení výrobku. K tomu je pokryta azbestem nebo vrstvou písku. Svařované díly se doporučuje žíhat a ochlazovat společně s pecí.
Oxid uhličitý (CO2) a argon (Ar) se používají jako ochranné plyny pro obloukové svařování acetylen (C2H2) se používá pro svařování plynem.
Plynové svařování se vyznačuje výrazným zahříváním svařovaných hran, poklesem korozní odolnosti a intenzivnějším vyhořením legujících nečistot. Proto je kvalita svarových spojů nižší než u jiných metod svařování. Při svařování plynem se používá pouze normální plamen o měrném výkonu 75-100 l/(h•mm) u levého způsobu a u pravého – 100-130 l/(h•mm). Přídavným materiálem je drát jakosti Sv-08, Sv-08A, Sv-10G2 a pro kritické svary – Sv-18KhGS a Sv-18KhMA. Kování švu při teplotě 800-850 °C s následnou normalizací zlepšuje mechanické vlastnosti švu.
Svařováním plynem lze spojovat kovy i plasty. Jeho princip je velmi jednoduchý. Při hoření plynu v atmosféře vzniká plamen, který roztaví výplňový materiál – drát, který vyplní mezeru mezi okraji dílů, čímž vznikne svar.
Související pojmy (pokračování)
Šedá litina se vyznačuje vysokými odlévacími vlastnostmi (nízká teplota krystalizace, tekutost v kapalném stavu, malé smrštění) a slouží jako hlavní materiál pro odlévání. Je široce používán ve strojírenství pro odlévání lůžek a mechanismů strojů, pístů a válců.
Plazmové stříkání je proces nanášení povlaku na povrch výrobku pomocí plazmového paprsku.
Automatické svařování pod tavidlem je svařování elektrickým obloukem hořícím mezi koncem svařovacího drátu a svařovaným kovem pod vrstvou tavidla.
Obloukové svařování v ochranné atmosféře inertního plynu je metoda obloukového svařování, která se používá pro svařování hliníku, hořčíku a jejich slitin, nerezové oceli, niklu, mědi, bronzu, titanu, zirkonia a dalších neferomagnetických kovů. Technika svařování je podobná plynovému (autogennímu) svařování, a proto vyžaduje vysoce kvalifikovaného svářeče. Pomocí tohoto technologického postupu lze získat vysoce kvalitní svary. Nicméně ukazatele výkonu při používání.
Legovaná ocel je ocel, která kromě běžných nečistot obsahuje prvky speciálně zaváděné v určitých množstvích pro zajištění požadovaných fyzikálních nebo mechanických vlastností. Tyto prvky se nazývají legující prvky.
Difúzní svařování je svařování v důsledku vzájemné difúze na atomární úrovni svařovaných ploch dílů.
Bodové odporové svařování je svařovací proces, při kterém jsou díly spojeny v jednom nebo více bodech současně.
Cementování oceli je povrchové difúzní nasycení oceli uhlíkem za účelem zvýšení tvrdosti a odolnosti proti opotřebení.
Měch (z anglické značky Sylphon) je elastická jednovrstvá nebo vícevrstvá vlnitá skořepina vyrobená z kovových, nekovových a kompozitních materiálů, která si zachovává pevnost a těsnost při vysokocyklových deformacích tlaku, tahu, ohybu a jejich kombinacích. působením vnitřního nebo vnějšího tlaku, teploty a mechanického namáhání .
Tepelná odolnost, tepelná stabilita – vlastnost materiálů odolávat bez zborcení namáháním způsobeným teplotními změnami.
Odolnost proti korozi je schopnost materiálů odolávat korozi, určená rychlostí koroze za daných podmínek. Pro posouzení rychlosti koroze se používají kvalitativní i kvantitativní charakteristiky. Změny vzhledu kovového povrchu a změny jeho mikrostruktury jsou příklady kvalitativního hodnocení rychlosti koroze. Lze použít pro kvantitativní hodnocení.
Lisování (z latinského presso – tlak, lis) je proces zpracování materiálů tlakem, prováděný s cílem zvýšit hustotu, změnit tvar, přerozdělit fáze materiálu, změnit jeho mechanické nebo jiné vlastnosti.
Oblouková ocelová pec je elektrická tavicí pec, která využívá tepelného účinku elektrického oblouku k tavení kovů a jiných materiálů.
Rafinace kovů je čištění primárních (hrubých) kovů od nečistot. Surové kovy získané ze surovin obsahují 96-99 % základního kovu, zbytek tvoří nečistoty. Takové kovy nemohou být průmyslově využívány pro jejich nízké fyzikální, chemické a mechanické vlastnosti. Nečistoty obsažené v hrubých kovech mohou mít svou vlastní hodnotu. Náklady na zlato a stříbro vytěžené z mědi tedy zcela pokrývají veškeré náklady na rafinaci. Existují 3 hlavní způsoby rafinace.
Filtr (z latinského filtrum – „filc“) – koncepty, zařízení, mechanismy, které zvýrazňují (nebo odebírají) z původního objektu určitou část se stanovenými vlastnostmi.
Tepelná odolnost (odolnost proti okují) je odolnost kovu vůči oxidaci při vysokých teplotách.
Vyzdívka (německy Futter „obložení, obložení“) je vyzdívka z ohnivzdorných, chemicky odolných a tepelně izolačních materiálů, které pokrývají vnitřní povrch hutních pecí, pánví, kotlových pecí a dalších zařízení. Podšívka je vyráběna tak, aby zajistila ochranu povrchů před možným mechanickým, tepelným, fyzikálním a chemickým poškozením. V těžebním a hutním průmyslu se vyzdívky používají k ochraně zařízení spojených s manipulací a přepravou.
Svařování je proces získávání trvalých spojení vytvořením meziatomových vazeb mezi svařovanými částmi během jejich místního nebo obecného ohřevu, plastické deformace nebo kombinovaného působení obou.
Katodická ochrana je elektrochemická ochrana proti korozi založená na aplikaci negativního potenciálu na chráněnou část. Katodická ochrana se obvykle kombinuje s aplikací ochranných nátěrů.
Chemicko-tepelné zpracování kovů je zahřívání a udržování kovových (a v některých případech i nekovových) materiálů při vysokých teplotách v chemicky aktivních médiích (pevné, kapalné, plynné).
Těsnicí zařízení je zařízení nebo způsob pro zabránění nebo omezení úniku kapaliny nebo plynu vytvořením bariéry ve spojích mezi částmi strojů (mechanismů) sestávajících z jedné nebo více částí. Existují dvě velké skupiny: stacionární těsnicí zařízení (koncová, radiální, kuželová) a pohyblivá těsnicí zařízení (koncová, radiální, kuželová, kombinovaná).
Plynem plněné plasty (pěna) jsou ultralehké plastové materiály vyrobené z různých syntetických polymerů. Připomínají strukturu zmrzlé pěny. Plnidlem takových materiálů je plyn.
Kovokeramika je umělý materiál, který je heterogenním složením kovů nebo slitin s nekovy (keramika).
Plazmové svařování je svařování, při kterém je zdrojem energie proud plazmy.
Konstrukční ocel je ocel, která se používá pro výrobu různých dílů, mechanismů a konstrukcí ve strojírenství a stavebnictví a má určité mechanické, fyzikální a chemické vlastnosti. Konstrukční oceli se dělí do několika podskupin.
Pájení je technologická operace sloužící k dosažení trvalého spojení dílů z různých materiálů vnesením roztaveného kovu (pájky) mezi tyto díly, který má nižší bod tavení než materiál spojovaných dílů. Tato operace se provádí pomocí páječky.
Mechanické zpracování je zpracování oceli a jiných materiálů pomocí mechanického působení pomocí frézy, vrtačky, frézy a jiného řezného nástroje. Vlastní proces zpracování se provádí na obráběcích strojích předepsaným způsobem podle technologického postupu.
Antikorozní ochrana – aplikace na povrch chráněných struktur vrstev ochranných nátěrů na bázi organických a anorganických materiálů, zejména barev a laků, kovů a slitin.
Svařovací tavidlo je materiál používaný při svařování k ochraně svařovací zóny před atmosférickým vzduchem, zajištění stability oblouku, formování povrchu svaru a získání specifikovaných vlastností nanášeného materiálu. Například při svařování kovů plynem a kovárně se široce používají komponenty jako borax, kyselina boritá, chloridy a fluoridy. Tvoří kapalnou ochrannou vrstvu, ve které jsou rozpuštěny oxidy vzniklé na svařovaných plochách.
Spékací stroj (spékací stroj) je stroj určený k výrobě aglomerátu spékáním jemné rudy a koncentrátů protahováním vzduchu vrstvou vsázky ležící na roštu s částečným uvolněním vsázky od škodlivých nečistot.
Stellite je supertvrdá slitina na bázi kobaltu a chrómu s přídavkem wolframu a/nebo molybdenu pro naprašování a navařování strojních součástí, obráběcích strojů a nástrojů za účelem zvýšení odolnosti proti opotřebení, pro výrobu řezných nástrojů, sudů a dílů šroubů automatických střelných zbraní, zejména kulomety Browning M2HB a M60. Parametry stelitových tyčí pro navařovací stupně Pr-S27, Pr-V3K a Pr-V3K-R jsou regulovány GOST 21449-75. Vyrobeno ze stelitu nebo s podšívkou.
Textolit (latinsky text – „tkanina“ a řecky λιθος – „kámen“) je elektroizolační konstrukční materiál používaný k výrobě kluzných ložisek, ozubených kol a dalších dílů, jakož i v elektrotechnice a radiotechnice.
Tepelně odolné slitiny jsou kovové materiály, které mají vysokou odolnost proti plastické deformaci a lomu při vystavení vysokým teplotám a oxidačnímu prostředí. Počátek systematického výzkumu žáruvzdorných slitin se datuje koncem 1930. let XNUMX. století, obdobím nové etapy ve vývoji letectví spojené s nástupem proudových letadel a plynových turbínových motorů (GTE).
Elektrometalurgie – způsoby výroby kovů založené na elektrolýze, to znamená oddělování kovů z roztoků nebo tavenin jejich sloučenin průchodem stejnosměrného elektrického proudu. Tato metoda se používá především pro výrobu velmi aktivních kovů – alkalických kovů, kovů alkalických zemin a hliníku a také pro výrobu legovaných ocelí.
Drátěný drát je forma viskózního materiálu (většinou kovu) ve formě tyče o průměru 5-10 mm, vyrobená válcováním za tepla na speciální drátovně. Jedná se o přířez pro následnou výrobu drátu a výztuže pro železobetonové konstrukce.
Válcování (válcování) je technologická operace deformace plechového materiálu (například cínu) v určitém směru nebo radiální deformaci trubky. Často, zejména v průmyslovém měřítku, se válcování plechů provádí v kovacích válcích a trubek – pomocí speciálního nástroje – válcování, odkud pochází název této operace. Zpracovávají se všechny tvárné kovy, pryžové směsi a plasty. Pomocí válcování se získávají hotové díly, které jsou přesné.
Babbitt je antifrikční slitina na bázi cínu nebo olova, určená pro použití jako vrstva nalévaná nebo stříkaná na pouzdro pánve kluzného ložiska.
Ferrotwolfram je slitina železa a wolframu (feroslitina) používaná v metalurgii železa pro legování oceli a slitin.
Metalizace je způsob úpravy povrchových vlastností výrobku nanesením vrstvy kovu na jeho povrch. Pokovování podléhají jak nekovové povrchy (sklo, beton, plast), tak kovové. V druhém případě se pokovením nanáší jiný materiál, například tvrdší nebo korozivzdorný (chromování, zinkování, hliníkování). Metalizace je často označována jako nástřik kovu za použití plyno-tepelných stříkacích metod.
Tvrdé slitiny jsou tvrdé a otěruvzdorné kovové materiály, které si tyto vlastnosti dokážou zachovat při 900–1150 °C. Vyrábějí se převážně z vysoce tvrdých a žáruvzdorných materiálů na bázi wolframu, titanu, tantalu, karbidů chrómu vázaných kobaltovým kovovým pojivem, s různým obsahem kobaltu nebo niklu.
Žíhání je druh tepelného zpracování, které zahrnuje zahřátí na určitou teplotu, udržení po určitou dobu na této teplotě a poté, obvykle pomalé, ochlazení na pokojovou teplotu. Při žíhání probíhají procesy regenerace (zbytku kovů), rekrystalizace a homogenizace. Cílem žíhání je snížit tvrdost pro usnadnění obrábění, zlepšit mikrostrukturu a dosáhnout větší jednotnosti kovu a zmírnit vnitřní pnutí.
Elektroizolační materiály (dielektrické materiály, dielektrika, izolanty) jsou konstrukční materiály a média sloužící k izolaci vodičů, tedy k jejich elektrické izolaci a ochraně před vnějšími vlivy. Hlavní vlastností těchto materiálů je vytvářet překážku pro tok elektrického vodivého proudu (stejnosměrného i střídavého).
Muflová pec je topné zařízení určené k ohřevu něčeho na předem stanovenou, obvykle vysokou teplotu. Název pochází z pozdně latinského slova muffla – muff, hliněná krabice.
Pískování je abrazivní úprava povrchu kamene, skla, kovových výrobků nebo zubů za studena poškozením jeho povrchu pískem nebo jiným brusným práškem nastříkaným proudem vzduchu a při zpracování vodním paprskem – proudem vody nebo jiné kapaliny. Poprvé patentován Američanem Benjaminem Chu Tilghmanem (1821–1901) v roce 1870 (US Patent 108408). Navzdory názvu je pískování zakázáno.
Plazmové řezání je druh plazmového zpracování materiálů, při kterém se jako řezný nástroj místo řezačky používá plazmový paprsek.
Zmínky v literatuře (pokračování)
Plynové svařování je tavné svařování, při kterém jsou okraje spojovaných dílů ohřívány plamenem plynů hořících na výstupu z hořáku.
Svařovací hořáky jsou hlavním nástrojem pro ruční svařování plynem. Umožňují regulovat tepelnou sílu plamene změnou proudění hořlavého plynu a kyslíku.
Ruční svařování plynem je možné pomocí ocelového nebo mosazného drátu o průměru 2–3 mm jako přídavného materiálu.
Mezi nástroje určené pro svařování a řezání plynem patří: reduktory plynu (kyslík, propan-butan, acetylen), svařovací hořáky a další nástroje, UR frézy.
Ocelový štěrbinový filtr je ocelová trubka, na které jsou šachovnicově umístěny úzké obdélníkové otvory (štěrbiny), vyřezané na speciálním stroji nebo svařováním plynem. Šířka štěrbin je 1,5. 3 mm, délka od 26 do 100 mm;
Zdrojem tepla při svařování plynem je plamen vznikající spalováním hořlavých plynů v technicky čistém kyslíku. Jako hořlavé plyny se používají acetylen, zemní plyn, propan-butan, benzinové a petrolejové páry atd. Pro snadnost svařování a vysoké teploty plamene se nejčastěji používá svařování acetylenem.
Plynové svařování a navařování je v následujících polohách horší než svařování elektrickým obloukem.
-
- 1) Velká tepelně ovlivněná zóna vede k velkým deformacím součásti při svařování.
- 2) Náklady na plyn jsou vyšší než náklady na elektřinu.
- 3) Obtížnost mechanizace a automatizace.
- 4) Nižší produktivita, protože maximální teplota v zóně hoření plynu (acetylenu) je 3150 °C a v zóně hoření elektrickým obloukem – 6000 °C.
- 5) Nebezpečí výbuchu hořlavých plynů a kyslíku.
I přes tyto nevýhody je svařování plynem hojně využíváno při opravách strojů, protože. efektivní pro svařování tenkých plechových materiálů kabin, nástaveb, nádrží a radiátorů, litinových a hliníkových dílů, pro opravy a montáže potrubí. Výhody svařování plynem jsou jednoduchost a vysoká přepravitelnost zařízení, schopnost vykonávat práci v nepřítomnosti elektrické sítě a snadnost regulace procesu během svařování. Neméně důležitá je možnost použití plynového plamene pro pájení a řezání kovů.
Acetylen-kyslíkové svařování se provádí (obr. 2.46) spalováním acetylenu v kyslíku přiváděném z kyslíkové láhve a v kyslíku přítomném ve vzduchu.
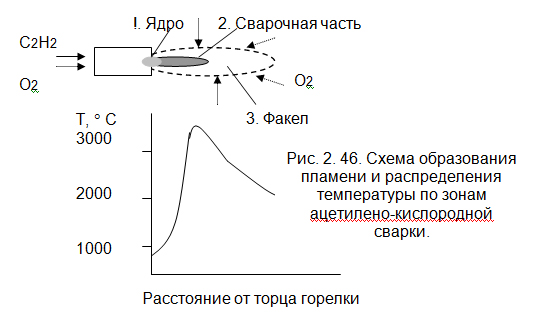
V 1. zóně, v tzv. jádru, se směs zahřívá až do zapálení a dojde k částečnému rozkladu molekul acetylenu:
Ve 2. zóně, nazývané svařovací část, se acetylen spaluje v čistém kyslíku dodávaném z válce:
C2 + H2 + O2 ® CO + H2.
Ve 3. zóně, nazývané pochodeň, acetylen hoří ve vzdušném kyslíku:
CO + H2 + O2 ® CO2 + H2O.
V závislosti na přívodu kyslíku lze získat normální, oxidační a nauhličující plameny. Při normálním plameni palivo zcela shoří; to vyžaduje poměr kyslíku k acetylenu 2,5:1, přičemž 1,1. 1,15 z toho pochází z válce a zbytek kyslíku pochází ze vzduchu. Oxidační plamen (přebytek kyslíku) se používá pro řezání kovů a pro svařování mosazných dílů. Nauhličovací plamen (s přebytkem acetylenu v plynné směsi) se používá při svařování litiny, hliníku a nízkouhlíkových ocelí.
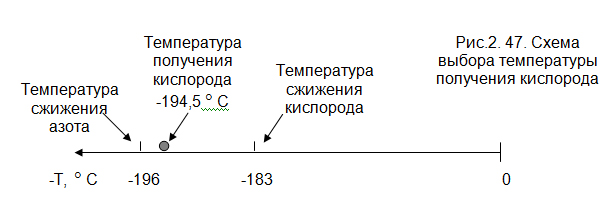
Kyslík se získává (obr. 2.47) hlubokým ochlazením vzduchu na teplotu -194,5 °C. Při této teplotě bude kyslík již v kapalném stavu (jeho teplota zkapalnění je -183 ° C) a dusík bude stále v plynném stavu, protože jeho teplota zkapalnění je ještě nižší (-196 ° C).
Kyslík je skladován v lahvích (modré nebo modré barvy) při počátečním tlaku 15 MPa. Nejčastěji se používají 40litrové válce a pro malé objemy práce – 5 a 10litrové válce. Před prací je na válec umístěn reduktor kyslíku, pomocí kterého je tlak kyslíku přiváděný do plynového hořáku (0. 2 MPa) nebo kyslíkového řezáku (0,4. 1 MPa) instalován a automaticky udržován během operace.
Oleje a tuky v kyslíkové atmosféře mohou samovolně vzplanout, Proto při práci musíte přijmout zvláštní opatření: nedovolte na pracovišti špinavé hadry a mastné hadry, pracujte v nemastných rukavicích.
Acetylen C2H2 se vyrábí reakcí karbidu vápníku CaC2 s vodou:
CaC2+ H2O® C2H2 + Ca (OH)2.
Z 1 kg technicky čistého karbidu vápníku se získá 230. 300 litrů acetylenu.
Generátory acetylenu se vyrábějí podle různých schémat:
1. „Karbid do vody“ – karbid vápníku z bunkru, v závislosti na tlaku acetylenu, periodicky proudí podavačem do vody. Tyto generátory jsou nejproduktivnější a nejméně výbušné.
2. „Voda na karbidu“ – voda je přiváděna do retorty s karbidem vápníku v závislosti na tlaku acetylenu. Tyto generátory jsou malokapacitní, přenosné, nízkotlaké.
3. „Ponoření“ a „vytlačení“ – v závislosti na tlaku acetylenu v prvním případě při překročení tlaku vystoupí z vody koš s karbidem vápníku a ve druhém se voda vytlačí z karbidu vápníku do odpovídající nádobu. Jedná se také o malokapacitní a přenosné generátory.
4. Kombinovaná schémata.
K ochraně generátorů acetylenu před explozí při zpětném vzplanutí plamene se používají bezpečnostní vodní uzávěry.
Na základě tlaku se generátory acetylenu dělí na:
– nízký tlak (0…001 MPa);
-střední tlak (0…01 MPa);
-vysoký tlak (> 0,15 MPa).
Acetylen ve stlačeném stavu (3 MPa) lze skladovat ve 5, 40 a 10 litrových lahvích (bílá barva). Vzhledem k tomu, že acetylen je výbušný a požárně nebezpečný, jsou vyžadována zvláštní opatření pro skladování. Acetylen se velmi dobře rozpouští v acetonu (5:23) a v rozpustném stavu neexploduje při tlacích do 1 MPa a pokud je ve válci porézní hmota (aktivní uhlí, pemza, . ) neexploduje při velmi vysokých tlacích (nad 1,6 MPa ). Velmi efektivní je použití lité porézní hmoty (LPM) ve válcích. Kromě zvýšeného nebezpečí výbuchu absorbují 16litrové lahve s hmotností CVL až 40 kg acetylenu as aktivním uhlím pouze 7,4 kg.
Na principu směšování plynů mohou být svařovací hořáky vstřikovací nebo bezvstřikové. U vstřikovacích hořáků je kyslík pod tlakem 0,2. 0,4 MPa přiváděn přes regulační ventil do vstřikovače, jehož podélnými drážkami je nasáván acetylen, jehož průtok je rovněž regulován ventilem. Hořáky mají až 9 vyměnitelných hrotů, což umožňuje svařovat kovové díly různých tlouštěk. Čím větší je číslo hrotu, tím větší je průměr vrtání hořáku a tím i spotřeba plynu, takže můžete svařovat díly o větší tloušťce. V závislosti na tloušťce dílu se volí rozsah průtoku plynu ( číslo hořáku), a při procesu svařování se otáčením acetylenového ventilu hořáku přesněji volí optimální výkon spalování a pomocí ventilu přívodu kyslíku se volí požadovaný typ plamene (neutrální, oxidační nebo redukční). U bezinjektorových hořáků se hořlavý plyn a kyslík přivádějí pod stejným tlakem (0. 05 MPa) do směšovací komory, vyjdou z náustku a hoří. Tyto hořáky jsou méně univerzální, obtížně se ovládají a používají se pro svařování velmi tenkých materiálů.
Technologie svařování plynem.
Průměr přídavného drátu d se volí v souladu s tloušťkou svařovaného kovu h:
Výkon hořáku se volí v závislosti na tloušťce h svařovaných dílů a tepelné vodivosti k materiálu. Hodinová spotřeba acetylenu A je určena vzorcem:
kde h je tloušťka součásti v mm;
k – koeficient měrné spotřeby acetylenu v litrech pro dobu svařování (hodinu) na jednotku tloušťky dílu, l/h x mm (k = 100. 120 l/h x mm – ocelové díly; k = 110. 140 l /v x mm – litinové díly k=60. 100 l/h x mm – hliníkové díly;
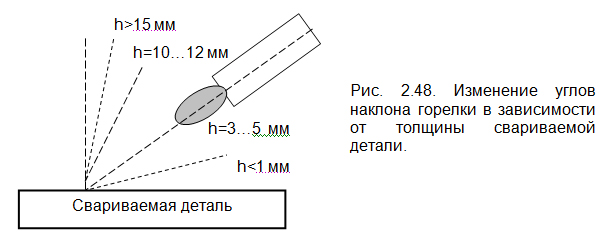
S rostoucí tloušťkou svařovaného kovu je nutné zajistit větší koncentraci tepelné energie a tím i větší úhel sklonu hořáku (obr. 2) k povrchu svařovaného dílu.
Na základě hodinové spotřeby plynu se volí číslo hrotu plynového hořáku (tab. 2.1).
Výběr hrotů plynových hořáků.


