Velikosti otvorů pro závitníky: stoly, nástroje, proces řezání
Chcete-li vyrobit metrický vnitřní závit pomocí závitníku, musíte nejprve vyvrtat otvor do materiálu. K tomu je třeba zvolit vrták vhodné velikosti. Pokud je příliš velká, hloubka cívky nebude dostatečná, což se projeví na pevnosti spoje. Když je otvor malý, je obtížné opracovávat závitník, obrobek a nástroj se přehřívají, hrany se ucpávají třískami, zasekává se a láme.

Obecná doporučení pro výběr vrtáku pro závitník
Pro správné provádění řezání závitů je důležité zachovat poměr vrtáku a závitníku. Existuje několik doporučení, jak vybrat průměr vrtáku:
- Materiál obrobku. Při výběru nástroje je třeba zvážit, kde bude řezba vyrobena. Existují měkké a tvrdé materiály, proto se na ně používají různé vrtáky (rychlořezné nebo tvrdokovové). Velikost vrtáku závisí také na druhu zpracovávaného materiálu. Například pro řezání M8 v měkkém kovu budete muset udělat díru 6,8 mm, ale pokud je to tvrdý materiál – 6,7 mm a pro křehké ještě méně – 6,6 mm;
- Klepněte. Při stejném stoupání závitu mají metrický a beztřískový závitník různé velikosti hrubých otvorů;
- Primární zpracování. Před prací s kohoutkem je lepší projít zahloubením. Tato operace usnadní vystředění řezného nástroje, což zvýší přesnost;
- GOST Veškeré informace o výrobě závitů naleznete ve státních normách. Existují speciální tabulky, kde se třetí určuje na základě dvou parametrů budoucího prvku závitového spojení.
Jak vybrat průměr vrtáku
Navzdory skutečnosti, že stoly jsou jednoduché a pohodlné na používání, nejsou vždy po ruce. Pro domácí potřeby, kdy se řezání závitů provádí v mechanické dílně, a nikoli v průmyslovém prostředí, existuje univerzální metoda pro určení průměru. Mnoho domácích řemeslníků používá jednoduchý vzorec:
Průměr díry = Průměr závitu – stoupání závitu.
Kde stoupání závitu je vzdálenost mezi vrcholy dvou sousedních závitů. Chcete-li například získat závit M6 se stoupáním 1, budete potřebovat:
Bod = 6 – 1 = 5 mm.
Pokud se při používání neočekává vysoké zatížení závitu, můžete otvor udělat o něco větší, než je návrhový. V tomto případě bude snazší pracovat s kohoutkem, ale hloubka drážky se sníží. Pokud se však jedná o montážní výrobu, tak tam nejsou povoleny žádné hrubé výpočty ani odchylky. Tam musí průměr závitu přísně odpovídat GSOT 19257-73.
Tabulka průměrů závitových otvorů
| ⌀ vlákno | Krok | ⌀ vrtačky | Krok | ⌀ vrtačky | Krok | ⌀ vrtačky | Krok | ⌀ vrtačky | Krok | ⌀ vrtačky | Krok | ⌀ vrtačky |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Stránka není internetový obchod a ceny jsou pouze orientační
Všechna práva vyhrazena © 2024 VDMN-GROUP
KONTAKTY:
220063 Minsk, st. Briketa 33, kancelář 303
Provozní doba:
Po-Čt: 9.00 – 17.00, Pá: 9.00 – 16.00;
Přijímání žádostí prostřednictvím webu: 24 hodin denně
Děkujeme za vaši žádost!
Brzy vás budeme kontaktovat
Vlastnosti výběru vrtáku před řezáním závitů. Klíčové parametry děr: typ, rozteč, tvar a směr otáčení. Srovnávací tabulka velikostí pro metrické a britské řezání. Výpočet požadovaného průměru vrtáku pro M4, M5, M6, M8, M10.
Závitová vrtačka je nástroj pro řezání kovů, který se používá před použitím závitníku nebo podobného zařízení. Je nutné, aby všechny parametry odpovídaly současným požadavkům a normám. V opačném případě bude upevnění nespolehlivé.
Pro výběr optimálního průměru vrtáku pro závity byly vyvinuty speciální tabulky. Hodnota závisí na typu řezu. Požadavky na velikost vrtáku a parametry metrických otvorů upravuje mezistátní norma GOST 19257-73. Jako pomocný nástroj je nutné použít posuvné měřítko nebo jiné zařízení pro výpočet velikosti a stoupání závitu.
- 1 Parametry díry
- 2 Tabulka velikostí vrtáků a otvorů pro metrické a palcové závity
- 3 Vzorec pro výběr vrtacího nástroje
- 4 Který vrták je lepší použít
Parametry otvoru
Vlákna se rozlišují podle následujících vlastností:
- Jednotka měření. V celé zemi se převážně používá metrický systém. Hodnoty v palcích se používaly v potrubním průmyslu.
V zahraničí je za hlavní považován palcový systém. Majitelé vozů, které byly montovány pro americký trh, vědí, že neexistuje jediný prvek s metrickým řezem.
- Stoupání závitu a počet zahájení závitu. Nestandardní parametry se používají v automobilovém a obráběcím průmyslu.
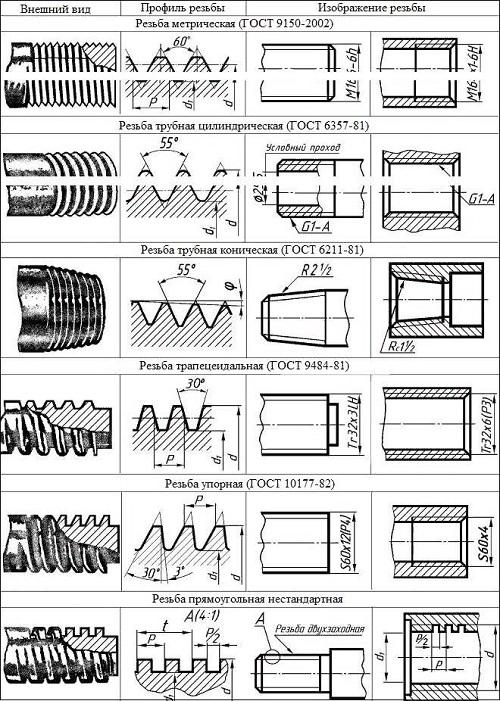
- Profilový formulář. Údaje se liší typem řezání. Existují prvky trojúhelníkových, obdélníkových, lichoběžníkových a kulatých tvarů.
- Směr zatáček. Existují pravostranné a levotočivé řezy.
- Pohled. Vnější nebo vnitřní.
- Typ povrchu. Může být válcový nebo kuželový.

Hlavní podmínkou pro vysoce kvalitní spojení je shoda indikátorů vnějších a vnitřních závitů. Pokud některý z parametrů neodpovídá, bude upevnění nespolehlivé.
Nejběžnějšími způsoby závitového spojení jsou šrouby a šrouby. V druhém případě se kromě hlavního zařízení používají jako pomocné prvky matice a podložky.
Předvrtání otvorů je nezbytným postupem před řezáním. V tomto případě by měl být průměr gimletu o něco menší než velikost šroubu nebo čepu.
Hloubka vrtání je jedním z nejdůležitějších ukazatelů. Při výpočtu je třeba vzít v úvahu následující faktory:
- hloubka zašroubování závitového prvku;
- velikost vnějšího závitu;
- parametry přítomnosti a zkosení.
Pro výpočet hloubky zašroubování je třeba vzít v úvahu typ zpracovávaného materiálu. Pro ocel, titan, bronz a mosaz nejsou nutné žádné korekce, ale pro šedou a tvárnou litinu se používá násobící faktor 1,25. U lehkých slitin je toto číslo ještě vyšší – je dvojnásobné.
Tabulka velikostí vrtáků a otvorů pro metrické a palcové závity
Podívejme se na výsledky výpočtu z GOST 19257-73:
- Pro závity M3 je nutný závitník, pro který je standardní stoupání 0,5, vrtáky 2,5 mm.
- Pro závity M4 je nutný závitník, pro který je standardní stoupání 0,7, vrtáky 3,3 mm.
- Pro závity M5 je nutný závitník, pro který je standardní stoupání 0,8, vrtáky 4,2 mm.
- Pro závity M6 je nutný závitník, pro který je standardní stoupání 1,0, vrtáky 5,0 mm.
- Pro závity M8 je nutný závitník, pro který je standardní stoupání 1,25, vrtáky 6,75 mm.
- Pro závity M10 je nutný závitník, pro který je standardní stoupání 1,5, vrtáky 8,5 mm.
- Pro závity M12 je nutný závitník, pro který je standardní stoupání 1,75, vrtáky 10,25 mm.
- Pro závity M16 je nutný závitník, pro který je standardní stoupání 2,0, vrtáky 13,5 mm.
Navzdory skutečnosti, že metrický systém je nejoblíbenější, doporučujeme vám seznámit se s tabulkou průměrů závitových vrtáků:


Vzorec pro výběr vrtacího nástroje
Výběr optimální velikosti vrtáku pro řezání závitů je klíčem ke kvalitnímu provozu závitořezného zařízení.
Nejjednodušší způsob výpočtu je použít známý vzorec: velikost kroku se odečte od jmenovitého průměru. Například pro M8 potřebujete zařízení s průřezem 8-1,25 (standardní rozteč) = 6,75 mm.
Je třeba si uvědomit, že při práci s plastovými materiály se vypočtený počet otáček zvyšuje. Pro vrtání do mosazi je tedy nutné připravit gimlet s větším průměrem, než je nutné pro křehké kovy a slitiny, jako je litina nebo bronz.
Jak ukazuje praxe, průměr otvoru by měl být menší než jmenovitá velikost závitu. Zároveň existují limitní hodnoty, jejichž překročení je považováno za porušení technologického postupu. Například pro M6 by maximální průměr otvoru neměl překročit 5,153 mm.
Který vrták je lepší použít
Moderní průmysl nabízí spotřebitelům široký výběr zařízení pro zpracování různých povrchů. K dispozici jsou následující kovové vrtáky:
- Spirála. Nejběžnější typ. Jedná se o válcový nástroj vyrobený z vysoce kvalitních materiálů. Nejčastěji se používá rychlořezná ocel. Maximální průměr gimletu může dosáhnout 80 mm. Používají se ve velkých kovoobráběcích podnicích.
- Stupňovaný. Mají tvar roztahovacího vrtáku. Neměly by se používat jako nástroj pro přípravu před použitím kohoutku. Hlavní oblastí použití je zpracování tenkých plechů.
- Peří. Univerzální nástroj. Zvláštností je přítomnost odnímatelných řezných desek. S jejich pomocí můžete získat dokonale tvarovaný otvor. Pérové vrtáky jsou relativně levným nástrojem. Zřídka se používají pro vrtání otvorů pro závitování. Hlavní oblastí použití je oprava vad a zkreslení.
- Protáhlý. Tato konstrukce umožňuje vytvářet slepé nebo průchozí otvory ve významných hloubkách. Provoz takových zařízení zahrnuje použití řezné kapaliny, která je dodávána speciálními kanály. V průmyslových podnicích se gimlety používají ke zpracování supertvrdých materiálů.
- Centrování. Týká se soustružnických zařízení. Používá se pro vrtání otvorů pro další zajištění obrobku ve středech.
Je třeba dbát na třídu přesnosti. Na tomto parametru závisí čistota hotového otvoru. Existují tři třídy přesnosti:
- „V“. Nejnižší třída. Umožňuje navrhovat otvory s přesností až 15 stupňů.
- „B1“. Nástroj s vysokou čistotou. Ukazatel přesnosti je do 14. třídy.
- „A“. Vysoce přesné zařízení. Umožňuje provádět otvory v rozsahu kvality 10–13. Vyznačují se vysokou cenou.
Výběr správné velikosti vrtáku pro vytvoření otvoru před řezáním závitu je důležitým postupem, jehož kvalita určuje spolehlivost budoucího spojení.
Používáte výběrový vzorec nebo se raději necháváte řídit pomocnými tabulkami? Napište o své metodě do bloku komentářů.