Pasivace: co to je, popis procesu pasivace, složení
Předhozeno časem. V roce 1836 byl nalezen fyzik, který určil důvod pasivace kovů. Michael Faraday v tom viděl kořen. Toto je anglický experimentátor. Navrhl to pasivace spojené s usazeninami oxidů na kovových površích.
Faradayovo prohlášení bylo ignorováno. Vladimir Kistyakovsky měl větší štěstí. To už je domácí fyzik. Svého anglického kolegy z posledních 100 let později podpořil.

Na fotografii fyzik Vladimir Kistyakovsky
Kistyakovsky rozvinul Faradayovy názory a formalizoval je do známé teorie. Existuje však druhá teorie pasivace. Nejprve se však podívejme na samotný koncept.
Co je pasivace?
Pasivační proces – jedná se o snížení chemické aktivity kovu. To se týká sklonu ke korozi. Není žádným tajemstvím, že produkty na bázi železa, niklu, chrómu, hliníku a řady dalších kovů reagují s kyslíkem v atmosféře a ve vodě.
Interakce zahrnuje atomy, které jsou s ní v kontaktu, tedy povrchové. Výsledkem reakce je rez. Pojem obvykle odkazuje na oxidy železa, ale plak se tvoří i na jiných kovech.
Výjimkou jsou ušlechtilé prvky, například zlato a platina. Jsou chemicky inertní, proto jsou ceněné. Rez je nekoroduje; šperky jsou skladovány miliony let.
Pasivace kovů je vznik stejné „rzi“, ale v trochu jiné podobě. Povrchy jsou pokryty nejen oxidovými filmy, ale také fosfátovými, síranovými a chloridovými filmy.
Jejich složení závisí na tom, s jakým kovem se pracuje. Chemická pasivace je prudký pokles rychlosti jeho koroze. Na jedné straně je film na povrchu výsledkem destrukce materiálu. Na druhé straně povlak chrání spodní vrstvy kovu. K prodloužení životnosti stačí fólie o tloušťce několika desítek nanometrů.

Fotografie ukazuje proces pasivace
Alternativní pohled na povrchová pasivace dochází k jeho absorpci kyslíku. Propadá se do povrchových pórů kovu. Zároveň se zvyšuje valence jeho atomů. Tím se snižuje jejich chemická aktivita. Mimochodem, kyslík lze brát nejen z atmosféry nebo vody. Dále se pojďme seznámit s pasivačními médii.
Pasivační média
Různé kovy reagují na oxidační prostředí různě. Tak, pasivace železa provádí se v koncentrátech kyseliny sírové a dusičné. Jsou to silná oxidační činidla.
Kov s nimi vstupuje do krátkodobé interakce, ale rychlost reakce prudce klesá s tvorbou povrchového filmu nebo zvýšením valence horních atomů.
Pasivace kyselinou dusičnou nízká saturace je neúčinná pro železo, stejně jako pro hliník, nikl, chrom. Pasivují se slabá oxidační činidla, například hořčík a titan.
Dokonce i říční voda blokuje jejich korozi. Existují dva způsoby, jak s ním ovlivnit metal. První je jednoduchý kontakt, potažení nebo namáčení povrchu.
Druhá metoda se nazývá elektrochemická. V tomto případě přes pasivační řešení průchod proudu. Při jeho působení je ochranný film jednotný.
Přesně to tvoří např. pasivace mědi. Proud prochází roztoky obsahujícími chrom. Právě v nich měď získává největší odolnost proti korozi.

Měď po pasivaci
Pasivace hliníku spojené s dichromanem draselným, přesněji jeho roztokem. Je zapotřebí malý přídavek fluorovodíku. Pro uspokojivé výsledky postačí jednoduché chemické zablokování povrchu.
Jak vidíte, oxidační roztoky pro pasivaci mohou být složité. Vezměte si například 200 gramů dichromanu sodného a 10 mililitrů kyseliny sírové. Toto je “recept” na směs pasivace zinku.
Poměry jsou vztaženy na 1 litr vody. Důležitá je však také doba, po kterou je kov v roztoku. Takže 5sekundový ponor vytvoří duhový film se zelenými záblesky. Půl minuty pasivace zinku vede k hnědému, hnědému povlaku.
Příprava na pasivaci
Co se rozumí pod pojmem „pasivace kovů“ rozebráno. Z výše uvedeného je zřejmé, že oxidační činidlo musí interagovat s povrchem obrobku.
Ale jak interagovat, když je kov špinavý? Reakce bude probíhat mezi oxidačním činidlem a prvky třetích stran, nikoli atomy slitiny. proto, chromová pasivace, železa a jiných kovů se provádí po jejich čištění.
Přijde na řadu mytí nebo broušení. Ten se obvykle provádí brusným papírem. Poté se připraví elektrolyt nebo jednoduchý oxidační roztok.
V případě elektrolytického procesu přípravné práce zahrnují odladění požadované proudové síly. Úspěšně pasivace mosazi, chrom, železo a další kovy prochází při 12stupňovém napětí.

Na fotografii je zařízení pro pasivaci kovů
To znamená, že tok elektronů v roztoku by měl být pomalý. Mimochodem, pod vlivem proudu mohou být na povrch kovů přivedeny jakékoli atomy. Můžete vyrobit zlato, platinu, palladium. Budete potřebovat katodu a anoda.
Pasivace elektrochemické se provádí pomocí speciálních zařízení. Jsou k dispozici k volnému prodeji. Instalace jsou kompaktní, ale drahé. Modely pod 100 000 rublů se prodávají zřídka.
Náklady na zařízení zpravidla začínají od 200 000,- Cena je způsobena multifunkčností zařízení. Kromě pasivace stroje zpravidla povrchy odmašťují, odstraňují z nich oxidy, leští a dokonce i označují.
Aplikace pasivace
Je jasné, že pasivace prodlužuje životnost kovových výrobků, ale jakých a v jakých případech. Začněme auty. Často obsahují prvky náchylné ke korozi. Pokud jsou tyto prvky viditelné, musí být natřeny.
Nesmíte dovolit, aby se zpod dekorativní ochranné vrstvy objevila rez. Proto se před lakováním provádí pasivace. Řada řešení pro něj nejen poskytuje film na povrchu dílů, ale také je odmašťuje.
Některé pasivátory jsou i přes svou účinnost zakázány. Evropská unie například zakázala oxid chromitý. Je to toxické. Jiné pasivátory jsou však účinnější než nebezpečná sloučenina.
Evropští výrobci automobilů a domácích potřeb jsou nuceni hledat životaschopné alternativy. Jedním z nich jsou komplexní fluoridy zirkonia. Jedná se o drahé látky, což ovlivňuje cenu konečného produktu.

Na fotografii je jasně vidět výsledek pasivace
Pasivace oceli provádí na parních turbínách. Oxid chromitý zde není potřeba. Zájem je jinde. Nabízí se otázka, proč je to potřeba? pasivace nerezové oceli, je nerezová.
Taková slitina však může být zničena, pokud je neustále v kontaktu s agresivním prostředím. Ty mohou zahrnovat části vyrobené z jiných typů oceli, které jsou náchylné ke korozi, nebo svařovací prvky.
Někdy na švech zůstávají částečky železa. To stačí k tomu, aby rezavěla i nerezová ocel. Provádí se tedy čištění a následné čištění pasivace švůa někdy i všechny produkty.
Pasivační metoda funguje i ve stomatologii. Ošetřují se zejména implantáty. Jejich spodní částí jsou šrouby nasazené do čelistní kosti. Na šrouby se nanese výplňový materiál a nahoře se umístí korunka.
K implantaci se uchýlí, když je zub odstraněn a nezůstanou ani kořeny. Takže spodní šroub je vyroben ze spolehlivých, ale ne drahých slitin. Aby se zabránilo jejich zničení v čelisti, což může vést k infekci, provádí se pasivace.
Pasivace stříbra, ocel, mosaz a další kovy se často vyrábějí pro dekorativní účely. Již bylo řečeno, že krátkodobé vystavení oxidačnímu roztoku vytváří tenký duhový film.

Na fotografii je klíč bez použití pasivace kovu
Svítí a třpytí se. Díky tomu vypadají baterie, kliky, odtoky vany a umyvadla atraktivně. Ochranný film navíc eliminuje možnost alergie na přípravek. Například nikl se přidává do mnoha slitin.
Asi čtvrtina lidí to nesnese a pociťuje zarudnutí a svědění kůže. K podobné reakci dochází u slitin pro šperky. Svědomití výrobci proto šperky pasivují.
Mimochodem, podstata konceptu spočívá v „pasivitě“. Právě od tohoto podstatného jména je termín odvozen. Účelem metody je učinit kovy chemicky pasivními, donutit je odmítnout interakci s jinými látkami.

Pasivace je působení koncentrovaných kyselin na nerezovou ocel. Pasivační proces umožňuje nerezové oceli navrátit její původní vlastnosti a dále ji chrání před účinky mnoha vnějších faktorů. Jedná se o speciální chemickou úpravu kovových výrobků, po které se na jejich povrchu vytvoří ochranný povlak.
Tato metoda se používá k obnově souvislého oxidového filmu poškozeného v důsledku mechanického zpracování nebo svařování při výrobě výrobků nebo jako preventivní opatření po dlouhodobém používání. Hovoříme o obnovení ochranných vlastností vnitřních povrchů cisternových vozů a cisternových kontejnerů.
Dmitrij Artamonov, generální ředitel Tank-Container Service LLC
Nerezová ocel a příčiny její koroze
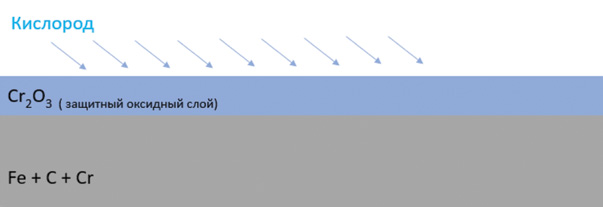
Nerezová (korozivzdorná) ocel je slitina na bázi železa a uhlíku, obsahující kromě hlavních složek a nečistot legující prvky, z nichž hlavním je chrom. Množství chrómu v nerezové oceli přímo ovlivňuje její korozní odolnost a pohybuje se od 10 % do 30 %.
Chrom v nerezové oceli poměrně aktivně reaguje s kyslíkem, což má za následek vytvoření ochranné vrstvy – tenkého filmu nerozpustných oxidů na povrchu oceli. Je třeba poznamenat, že stav samotného kovového povrchu a jeho jednotnost jsou velmi důležité. Vzniklá ochranná vrstva zabraňuje korozi. Pokud je však z jakéhokoli důvodu tato vrstva poškozena, kov začne poměrně aktivně korodovat.
Chcete-li vyvinout účinné způsoby boje proti korozi nerezové oceli, musíte nejprve pochopit, proč nerezová ocel rezaví. Rozlišují se hlavní typy koroze: povrchová; interkrystalické; galvanické (nejběžnější); v trhlinách; koroze způsobená mikroorganismy.
Ke korozi dochází nejčastěji ve vodním prostředí. Technická čistota vody nemá vliv na rychlost šíření rzi. Korozní procesy nerezových ocelí se dělí na následující typy:
1. Kontaminace železem – způsobená kontaktem mezi nerezovou ocelí a běžnou uhlíkovou ocelí.
V praxi se nečistoty, jako jsou nečistoty nebo železné částice z řezných nástrojů, mohou během zpracování přenést na povrch dílů z nerezové oceli. Pokud nebudou tyto cizí částice odstraněny, mohou poškodit integritu ochranného filmu.
Během procesu obrábění může být mikroskopické množství volného železa setřeno z řezného nástroje a přeneseno na povrch nerezové oceli. Za určitých podmínek mohou být tyto částice zdrojem (ohniskem) koroze.
Stejně tak malé částečky nečistot obsahujících železo mohou ulpívat na kovovém povrchu. Přestože se kov může při obrábění jevit jako lesklý, neviditelné částice volného železa mohou po vystavení vzduchu způsobit korozi povrchu. Vizuální stopy koroze se mohou objevit den nebo déle po mechanickém ošetření.
2. Třída rzi I – rez, která se objevuje z vnějších zdrojů, je charakterizována přítomností oxidů a hydroxidů železa. Barva rzi se může lišit od jasně oranžové po červenou v závislosti na zdroji rzi a podmínkách, za kterých se vytvořila.
3. Třída rzi II – kvůli přítomnosti chloridů a (nebo) halogenidových prvků v nepřítomnosti mechanicky leštěných, ale nepasivovaných povrchů nerezové oceli. Tento typ rzi se odstraňuje lehkým mechanickým ošetřením (satinováním) následovaným ošetřením pasivačním roztokem nebo pastou, která vytvoří oxidový film. Spolehlivost takové fólie je omezena běžnými provozními podmínkami. Když se v prostředí objeví chloridy, léze se znovu objeví.
4. Třída rzi III – rez se vyskytuje v prostředí živé páry a má barvu od modré po černou. Matná rez se běžným způsobem obtížně odstraňuje, ale chemické čištění v kombinaci s leštěním dokáže takovou závadu napravit. Problémem mohou být i otevřené sulfidy. Pocházejí z přidání síry do korozivzdorných ocelí pro zlepšení obrobitelnosti. Pokud díl není správně pasivován, mohou sulfidy působit jako místa iniciace koroze na povrchu produktu.
Ve všech případech je nutná pasivace pro obnovení korozní odolnosti nerezové oceli. Pomůže odstranit povrchové nečistoty, jako jsou železné pevné nečistoty a částice železa z řezných nástrojů, které mohou vytvářet rez nebo působit jako iniciační místa pro korozi. Pasivace může také odstranit sulfidy vystavené na povrchu nerezových slitin bez mechanické úpravy.
Dvoustupňový postup může poskytnout nejlepší odolnost proti korozi. První fází je čištění povrchu (odmaštění, leptání), mechanické čištění (tryskání, satinování, leštění). Druhým stupněm je ošetření pasivační kompozicí, přirozený vzhled oxidové vrstvy pod vlivem vnějšího kyslíku (dlouhý proces, až 48 hodin, nezaručuje rovnoměrnost ochranného oxidového filmu).
Význam a způsoby pasivace nerezové oceli
Plech z nerezové oceli má na svém povrchu velmi tenký oxidový film. Právě to zabraňuje tvorbě rzi na částech nebo površích nádrže. Ale sebemenší porušení integrity tohoto filmu vede ke ztrátě hlavních antikorozních vlastností nerezové oceli. Obrázek 2 schematicky znázorňuje povrch nádrže po aktivním používání.
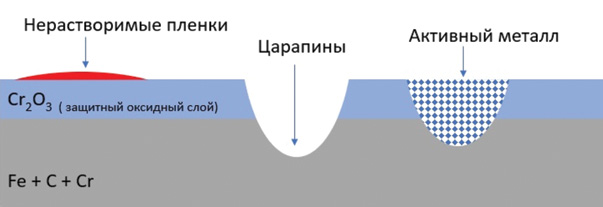
Příčiny poškození oxidového filmu mohou být velmi různé:
– když ocel přijde do kontaktu s chlórem/fluorem/jodem;
– když ocel interaguje s aktivními chemikáliemi nebo nákladem;
– v důsledku mechanického nebo fyzického poškození, včetně škrábanců a drobných promáčklin.
Proto je důležité dodržovat provozní podmínky regulované výrobci. Je zakázáno používat cisternové kontejnery pro přepravu zboží obsahujícího chlór a jiné agresivní chemikálie.
Ale největší poškození oxidového filmu je způsobeno svařováním. To je zvláště škodlivé v případě svařování trubek. V takové situaci je ochranná plocha zničena podél celého svaru. Pasivace oceli se používá k obnově povrchů a ochraně výrobků před korozí. Neméně důležitou roli zde ale hraje i složení nerezové oceli.
Existují různé způsoby zpracování nerezové oceli. Existují však dva hlavní způsoby pasivace oceli:
– Leptání chemickými kyselinami (koncentráty) v určitých oblastech. Tato technologie se často používá ke zpracování svarů, ale je přijatelná i v jiných případech. Proces má různé možnosti pořadí zpracování. Liší se jak složením chemikálií, tak dobou práce.
– Elektrolytické leptání. Tato technologie spočívá v umístění nerezového výrobku do speciálně připravené lázně s koncentrovanými kyselinami. Chemickým složením prochází elektrický proud (střídavý nebo stejnosměrný). Kov hraje roli buď katody nebo anody. Dodávaný proud má mechanický účinek na ocel, což má za následek uvolňování vodíku nebo plynného kyslíku. To napomáhá vzniku oxidového filmu na povrchu produktu.
Lokální mechanické poškození lze rozleptat hotovými směsmi kyselin. Mohou být vyrobeny ve formě past, gelů, sprejů, koncentrátů. Tato metoda je nejvhodnější pro provozní použití v intervalech mezi restaurátorskými opravami. Bez ohledu na to, která metoda se používá k pasivaci nerezové oceli, je důležité dodržovat sled prací.
Proces pasivace vrací nerezovou ocel zpět k původní specifikaci – „pasivní stav“ – odstraněním cizích usazenin a olejových filmů z povrchu kovu.
Při obrábění součásti z nerezové oceli mohou cizí částice proniknout povrchem základního kovu, oslabit jeho odolnost vůči korozi a učinit součást náchylnější k vlivům prostředí. Pro práci s nerezovou ocelí je zakázáno používat obráběcí nástroje používané pro zpracování železných kovů.
Abrazivní částice, nečistoty a jiné částice, zbytky nákladu nebo třísky po obrábění obsahující volné železo ovlivní pevnost přírodního povrchu a mohou během obrábění proniknout do povrchu. Zůstávají pro lidské oko neviditelné a často jsou příčinou koroze.
„Pasivní kov“ je definován jako méně náchylný k okolním vlivům. Proces zlepšuje a čistí kovový povrch. Obnovený povrch působí jako ochranný povlak proti faktorům prostředí, jako je vzduch, voda a kapalný náklad. Ochranný oxidový film na povrchu pasivní nerezové oceli je extrémně tenký, tloušťka menší než 0,0000001 palce, což je asi 1/100 000 tloušťky lidského vlasu.
Pasivace však poskytuje následující výhody:
– zvýšená odolnost kovu proti korozi, zvýšená životnost nádrže;
– rovnoměrné vyhlazení, odstranění otřepů;
– hygienická čistota povrchu.
Technologie pasivace nádrží
Proces pasivace oceli při opravách cisternových kontejnerů a cisternových vozů se skládá ze tří hlavních kroků.
Krok 1 – důkladné vyčištění/příprava cisternové nádrže na pasivaci.
Olejové filmy nebo jakékoli jiné nečistoty musí být pečlivě odstraněny z povrchu nádrže, aby se získal homogenní oxidový film. Různé cizorodé látky, jako jsou tepelné oxidy, musí být odstraněny mechanickou úpravou.
Na povrchu nádrže mohou zůstat i nečistoty ve formě polymerizovaného nákladu, který je odolný vůči kyselinám, jako je vytvrzený latex nebo zaschlá pryskyřice. V tomto případě je nutné provést mechanické čištění kovu.
Čištění (obrábění/obrábění) nerezové nádrže by mělo být prováděno pouze abrazivními prostředky na bázi oxidu zirkoničitého nebo keramikou. Je zakázáno používat brusiva na bázi oxidu železa.
Pokud vynecháte hlavní čištění nádrže před procesem pasivace za předpokladu, že při leptání bude současně čištěn povrch nádrže, pak to určitě povede k nerovnoměrnému leptání po povrchu a následně k tvorbě nerovnoměrný oxidový film a v důsledku toho ke snížení chemické odolnosti kovu.
Znečišťující olejový film neumožňuje leptacímu roztoku plně reagovat s kovem a vede k nerovnoměrnému leptání. V horším případě olejové filmy nebo jakékoli jiné nečistoty obsahující chloridy kontaminují mořicí roztok chloridy, což může způsobit místní propuknutí koroze. Výsledkem je, že místo získání požadované ochranné vrstvy způsobí propuknutí koroze silné přeleptání nebo ztmavnutí povrchu.
Krok 2 – leptání.
Moření je odstranění přilehlé vrstvy kovu s nízkým obsahem chrómu z povrchu nerezové oceli chemickou cestou.
Na povrchu nerezové oceli, kde byla ocel nějakým způsobem zahřátá/přehřátá, například svařováním nebo tepelným zpracováním do takové míry, že jsou často vidět zašlé barvy, se vytvoří vrstva ochuzená o chrom. Nízký obsah chrómu snižuje odolnost proti korozi.
Pro obnovení nejlepší odolnosti proti korozi je nutné odstranit poškozenou kovovou vrstvu a obnažit tak povrch plně legované nerezové oceli. Mechanické odstraňování může vytvářet abrazivní nebo jiné částice (zabraňující pasivaci) nebo může být nepraktické, takže se obvykle používají chemikálie. Procesy zahrnující použití mořicích roztoků kyseliny dusičné (HNO3) a fluorovodíkové (HF) odstraňují vrstvu ochuzenou o chrom a obnovují odolnost proti korozi. Leptací roztoky také odstraňují nečistoty, jako jsou částice železa a lehké filmy.
Leptání musí být provedeno při projektované teplotě. Pokud se teplota v místnosti sníží, musíte prodloužit dobu expozice na základě výpočtu, že snížení teploty v místnosti o 5 °C prodlužuje dobu expozice o 30 minut. Teplota v místnosti by však neměla být nižší než +10° C. Pokud není možné udržet teplotu v místnosti, je nutné zajistit cirkulační ohřev roztoku.
Mořící pasty, kde je roztok smíchán se zahušťovadlem, se obvykle používají k ošetření izolovaných vybraných oblastí, jako jsou svary nebo lokalizovaná poškozená místa, bez aplikace na celou plochu nádrže.
Doba leptání se vypočítává na základě vnějších podmínek a koncentrace roztoku a závisí především na teplotě okolního vzduchu a roztoku. Po leptání se provádí oplachování, dokud se oplachová voda nestane neutrální (zkontrolujte indikátorovým papírkem).
Krok 3 – pasivace.
Po leptání je kov v aktivní oxidační fázi. V této fázi je nutné zajistit, aby byl povrch nádrže čistý. Měli byste se ujistit, že povrch má neutrální pH, poté aplikujte pasivátor – doba expozice není delší než 1 hodina. Následuje závěrečné umytí alkalickým detergentem pro vyrovnání pH. Po pasivaci by měl mít povrch jednotnou matnou barvu bez ztmavnutí a šmouh.
Je důležité si pamatovat, že opracovaná nerezová ocel je méně náchylná k mořicím roztokům a může mít spíše lesklou než matnou barvu. Pro získání jednotného povrchu někdy stačí místo otryskat sklem nebo pískem.
Námořní přístavy č. 6 (2019)
Nejdůležitější a nejzajímavější novinky z oboru a také exkluzivní rozhovory z našich akcí na sociálních sítích: